商机详情 -
汕头环保不锈钢制管机定做价格
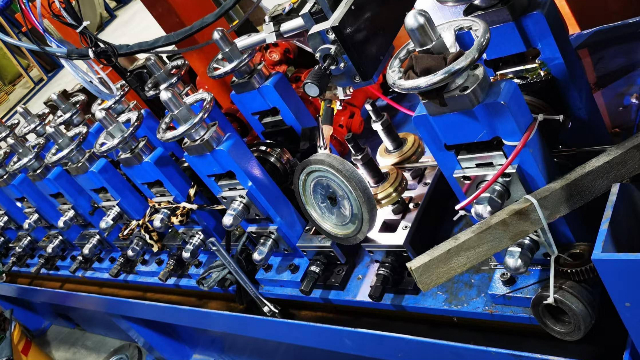
不锈钢制管机是通过连续冷弯、焊接、定径等工艺,将不锈钢钢带加工成圆形、方形、矩形等截面管材的设备,优势是 “连续生产、效率高、成型精度高”,用于建筑、装饰、流体输送等领域。其工作原理可概括为 “五步连续成型”:第一步是放料,通过放料架将卷状不锈钢钢带(厚度 0.3-3mm,宽度根据管材周长计算)平稳放出,放料速度与后续成型速度同步(0.5-10m/min),避免钢带拉伸或堆积;第二步是成型,钢带进入多组成型辊(通常 15-25 组,材质为 Cr12MoV,硬度 HRC58-62),通过渐进式冷弯,逐步将平面钢带弯成开口的圆管或方管雏形,每组成型辊的压下量需控制(偏差≤0.05mm),确保成型稳定。实验室用不锈钢制管机生产管材精度高,满足实验设备要求。汕头环保不锈钢制管机定做价格

制管机的售后服务体系:质量售后包括:-24小时技术响应,48小时现场服务;-定期培训(操作、维护,每年1-2次);-备品备件库存(轧辊、刀片、感应线圈等,库存周期≤30天)。例如,大型制管机(功率≥100kW)需签订年度维保合同,维护成本约为设备原值的3-5%/年。不锈钢制管机的发展趋势:未来趋势包括:-高速化:生产速度提升至50-80m/min,适用于大规模量产;-精密化:管径精度从±0.05mm提升至±0.02mm,满足半导体行业用管;-绿色化:能耗降低20-30%,采用太阳能辅助加热(占比10-15%);-柔性化:换型时间≤10min,支持多品种小批量生产(批量≥500kg)。揭阳什么是不锈钢制管机厂家电话不锈钢制管机搭配智能检测,实时监控质量,及时发现制管问题。
厚壁管生产的设备要求:壁厚≥3.0mm的不锈钢管(如工程用管)需:-轧辊驱动功率≥15kW,扭矩≥500N・m;-高频焊功率≥100kW,配备水冷系统(流量≥10L/min,水温≤30℃);-切断采用液压驱动(压力10-15MPa),刀片厚度≥20mm。例如,生产φ219mm×6.0mm的316不锈钢管,需成型力≥50吨,焊接时间≤0.5s/焊缝。异型管的成型工艺:方管、矩形管等异型管生产需:-采用多轴联动轧辊(X/Y轴同步控制),例如方管成型需4组水平辊+4组垂直辊;-角部处理:方管转角处轧辊需设计R角(R=1-2mm),避免应力集中;-在线整形:配备液压整形装置(压力5-8MPa),确保对角线偏差≤0.5mm/1000mm。
焊接,采用 TIG(钨极惰性气体保护焊)或 MIG(熔化极惰性气体保护焊)焊接开口处,TIG 焊适合薄壁管(厚度≤1mm,焊接电流 50-150A),MIG 焊适合厚壁管(厚度>1mm,焊接电流 100-250A),焊接时需通入氩气保护(纯度≥99.99%),防止焊缝氧化;定径,焊接后的管材进入定径辊组(3-5 组),通过精细挤压修正管材椭圆度(圆管椭圆度≤0.5%)、调整外径尺寸(公差 ±0.1mm);切割,根据设定长度(1-6m),用飞锯或激光切割机自动切割管材,切割面垂直度误差≤0.5°。整套流程实现从钢带到成品管材的连续生产,每台设备日均产能可达 500-2000 米,是不锈钢管材规模化生产的装备。经济型不锈钢制管机性价比高,助力中小企业开展制管业务。

定径是不锈钢制管机生产的关键环节,通过定径辊组对焊接后的管材进行精细挤压,修正成型与焊接过程中产生的尺寸偏差(如椭圆度、外径超差),确保管材符合标准要求。定径系统通常由 3-5 组定径辊组成,按 “粗定径→精定径” 顺序排列,粗定径辊(前 2 组)主要修正管材椭圆度(圆管椭圆度从 1% 降至 0.5%),精定径辊(后 2-3 组)精细控制外径尺寸(公差从 ±0.2mm 降至 ±0.1mm)。定径辊的设计需与管材截面匹配:圆管定径辊槽为半圆形,半径比管材外径小 0.05-0.1mm(确保挤压修正效果);方管定径辊槽为方形,边长比管材公称尺寸小 0.05mm,角部圆角半径与成品一致。定径过程中需控制压下量(每组定径辊压下量 0.01-0.03mm),压下量过大易导致管材壁厚增厚(偏差超 0.05mm),压下量过小则无法修正尺寸偏差;同时需控制定径速度与成型速度同步(偏差≤0.1m/min),避免管材拉伸或堆积(拉伸会导致壁厚变薄,堆积会导致管材表面划伤)。定径后的管材需通过在线检测装置(如激光测径仪,精度 ±0.01mm)实时监测外径尺寸,当尺寸超差(如外径偏大 0.15mm)时,PLC 系统自动调整定径辊压下量(调整精度 ±0.005mm),确保尺寸稳定。自动化不锈钢制管机实现连续生产,提升制管产能与连贯性。惠州全自动不锈钢制管机批量定制
精密不锈钢制管机严控尺寸公差,生产的管材符合高标准要求。汕头环保不锈钢制管机定做价格
表面处理工艺集成:制管机可集成抛光、钝化、涂层设备:-机械抛光:采用砂带抛光机(砂带粒度80#-1200#),表面粗糙度Ra≤0.8μm;-电解抛光:电解液为磷酸+硫酸(体积比3:1),电压10-15V,温度50-60℃,抛光时间3-5min;-钝化处理:硝酸浓度20-30%,浸泡15-30min,形成Cr2O3钝化膜(厚度1-3nm)。制管机的能耗分析:生产1吨不锈钢管的能耗约为:-电力:80-120kWh(占比70-80%);-冷却水:5-10吨(占比10-15%);-压缩空气:20-30m³(占比5-10%)。节能措施:采用伺服电机(节能15%)、余热回收(冷却水热量用于预热带材)、LED照明(节电30%)。汕头环保不锈钢制管机定做价格