商机详情 -
深圳省电不锈钢制管机厂家电话
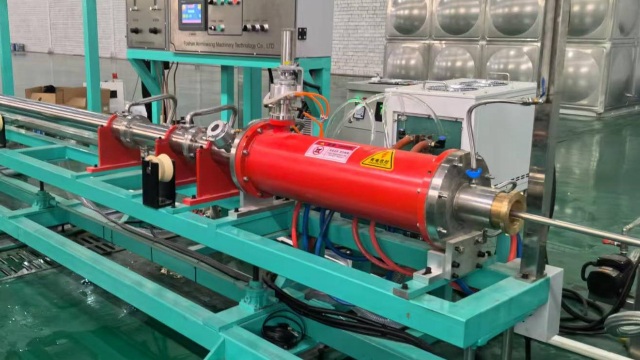
成型系统的技术解析:成型系统由多组轧辊模具组成,通过渐进式轧制将不锈钢带材卷成管状。典型配置为 12-16 组轧辊,前 8 组完成圆管成型,后 4 组进行方管 / 矩形管整形。轧辊材料采用 Cr12MoV(硬度 58-62HRC),表面经 TD 处理(渗碳化物层,厚度 5-8μm),耐磨寿命达 50 万次以上。例如,201 不锈钢圆管成型时,轧辊间隙需按管径的 1.05 倍设置,避免过度挤压导致表面划伤。焊接系统的关键技术:不锈钢制管机常用焊接工艺包括高频感应焊(HFIW) 和TIG 焊(钨极氩弧焊)。高频焊速度快(20-50m/min),适用于大批量工业管(如流体输送管),焊缝热影响区≤0.5mm;TIG 焊精度高(焊缝宽度 ±0.1mm),适用于食品级管道(如 316L 不锈钢啤酒管道),需配备氩气保护(纯度≥99.99%),焊接电流 100-150A,电压 12-18V。不锈钢制管机通过压力调控,保障管材成型均匀无缺陷。深圳省电不锈钢制管机厂家电话

定径与校直系统的作用与原理:定径系统是保证不锈钢管管径精度的关键部分。它通过一组高精度的定径辊,对焊接后的管材进行尺寸校准。定径辊通常采用高硬度、耐磨的材料制成,如碳化钨硬质合金,其表面粗糙度 Ra≤0.4μm,以确保在定径过程中不会对管材表面造成划伤。在定径过程中,根据管材的目标管径,精确调整定径辊的间距,一般管径精度可控制在 ±0.03mm。校直系统则用于消除管材在成型和焊接过程中产生的弯曲变形,使管材的直线度达到标准。常见的校直方式为多辊校直,通过合理设置校直辊的位置和压力,对管材进行反复校直。例如,对于长度为 6 米的不锈钢管,经校直后直线度可控制在≤1mm/m,满足建筑、机械制造等行业对管材直线度的严格要求。深圳省电不锈钢制管机厂家电话不锈钢制管机高效将不锈钢带成型焊接,生产稳定,制管精度高。
模具的选用与维护要点:不锈钢制管机的模具直接影响管材的成型质量和生产效率。轧辊模具是关键模具之一,其材质通常选用 Cr12MoV 等高合金钢,经过淬火和回火处理后,硬度可达 58-62HRC,具有良好的耐磨性和韧性。在生产不同规格和形状的管材时,需选用相应的模具。例如,生产圆管时,轧辊模具的内孔直径需根据目标管径精确加工,公差控制在 ±0.05mm;生产方管时,模具的四个角部要进行特殊设计和加工,以保证方管角部的成型质量。模具的日常维护至关重要,每天生产结束后,需对模具进行清洁,去除表面残留的金属屑和油污,防止腐蚀和磨损。定期检查模具的磨损情况,当模具表面磨损量超过 0.1mm 时,需进行修复或更换,以确保管材的成型精度。
不锈钢制管机的多元应用与领域特色: 在不锈钢加工领域,不锈钢制管机扮演着举足轻重的角色。随着技术的不断进步,市场上涌现出众多类型的不锈钢制管机,它们在应用领域上展现出了明显的区别。 对于高精度要求的医疗行业,所使用的不锈钢制管机必须具备极高的加工精度和稳定的性能。这类制管机能够生产出表面光滑、尺寸精确的不锈钢管材,满足医疗器械的严苛标准。 而在建筑装饰领域,不锈钢制管机则更注重外观的美观性和材料的耐用性。它们所生产的不锈钢管材,不仅具有优雅的外观,还能够在各种恶劣环境下保持稳定的性能,成为现代建筑中的亮点。 此外,在化工和能源领域,对不锈钢制管机的要求则体现在耐腐蚀和高温高压的承受能力上。这类制管机所生产的不锈钢管材,能够承受极端的化学腐蚀和高温高压环境,确保化工生产和能源输送的安全与稳定。 综上所述,不同类型的不锈钢制管机在应用领域上展现出了鲜明的特色。从医疗到建筑,从化工到能源,它们在各自的领域内发挥着不可或缺的作用,共同推动着不锈钢行业的蓬勃发展。不锈钢制管机集成报警系统,异常情况及时预警,保障生产。

切断装置的类型及特点:不锈钢制管机的切断装置负责将连续生产的管材按规定长度切断。飞锯切断是较为常见的方式,在管材高速运动过程中,利用高速旋转的锯片瞬间切断管材。这种切断方式效率极高,每分钟可切断 10-20 次,适用于大批量生产场景。但飞锯切断存在锯片磨损快的问题,锯片通常需每 2000-3000 次切断后进行更换,且切断后的管材端口可能会产生一定毛刺,需要后续打磨处理。行星切断则通过行星齿轮机构带动刀具围绕管材旋转进行切断,切断过程平稳,管材端口质量好,毛刺极小,适用于对管材端口质量要求极高的领域,如医疗器械用管生产。不过,行星切断速度相对较慢,每分钟能切断 3-5 次,生产效率略低。不锈钢制管机加强型液压系统,提供稳定动力支持制管。深圳省电不锈钢制管机厂家电话
不锈钢制管机优化润滑系统,减少部件磨损,延长设备寿命。深圳省电不锈钢制管机厂家电话
焊接,采用 TIG(钨极惰性气体保护焊)或 MIG(熔化极惰性气体保护焊)焊接开口处,TIG 焊适合薄壁管(厚度≤1mm,焊接电流 50-150A),MIG 焊适合厚壁管(厚度>1mm,焊接电流 100-250A),焊接时需通入氩气保护(纯度≥99.99%),防止焊缝氧化;定径,焊接后的管材进入定径辊组(3-5 组),通过精细挤压修正管材椭圆度(圆管椭圆度≤0.5%)、调整外径尺寸(公差 ±0.1mm);切割,根据设定长度(1-6m),用飞锯或激光切割机自动切割管材,切割面垂直度误差≤0.5°。整套流程实现从钢带到成品管材的连续生产,每台设备日均产能可达 500-2000 米,是不锈钢管材规模化生产的装备。深圳省电不锈钢制管机厂家电话