商机详情 -
广东自熔不加丝焊接机调试方法
卫生级管道安装空间复杂,存在大量的水平固定焊(2G)、垂直固定焊(5G)和倾斜固定焊(6G)等全位置焊缝。全自动焊机通过轨道式爬行小车或机械手,携带焊枪沿管道环缝精确运动。其控制系统内嵌了全位置焊接参数库。系统根据焊枪在管道圆周上的实时位置(通过编码器反馈),自动、动态地调整焊接电流、电压、速度和摆动参数。例如,在仰焊位置(6点钟方向)自动采用较小电流和较快的焊接速度以防止熔池下坠;在平焊位置(12点钟方向)则可采用较大电流以提高效率。焊枪通常设计有自动旋转功能,以保持焊丝或钨极始终处于比较好角度。全程精确的层流保护和背面充氩,确保了无论在哪个位置焊接,管道内壁都能获得光亮、平滑、无氧化色的成型,完全避免了手工焊因位置困难而导致的内壁凹陷或氧化,实现了安装现场与预制车间同等的焊接质量。适用于生物制药、食品乳品行业的316L/904L低碳不锈钢管道焊接。广东自熔不加丝焊接机调试方法

对于宽坡口,大摆幅摆动是保证侧壁熔合的关键。本设备焊枪集成高性能伺服摆动器,比较大机械摆幅可达30mm,且摆动频率、两端停留时间可精细编程。在智能系统的控制下,摆动参数可根据不同焊道的位置和需求动态调整。更进一步,为实现厚壁管道双面焊的自动化,设备集成了独特的视觉系统。在正面焊接一定厚度后,视觉系统可自动识别未焊透的根部,并引导清根铣削装置进行背面清根。清根后,视觉系统再次扫描清根槽的几何尺寸,为背面焊接自动规划焊道。部分系统甚至能在焊接过程中,实时测量已焊焊道的轮廓,为下一道的参数提供反馈。这一套“焊接-检测-清根-再焊接”的闭环自动化流程,将厚壁管道焊接这一极其复杂的工艺推向了一个新的高度,真正实现了全流程无人化智能操作。广东自熔不加丝焊接机调试方法集成激光或电弧自动对缝跟随,薄管搭接或套接接头。

在高速自动化焊接中,人工事后抽检已无法满足对薄管焊接“零缺陷”的追求。集成化的在线视觉检测系统如同一个不知疲倦的“质检员”。该系统通常由一个高分辨率工业相机和特定的LED环形光源或激光线光源组成,安装在焊枪后方固定距离处。相机以与焊接同步的速度采集刚凝固的焊缝表面图像。图像处理软件运用先进的算法(如边缘检测、特征提取、深度学习模型)实时分析焊缝的几何特征:包括余高是否均匀、有无咬边(焊缝与母材交界处的凹陷)、表面有无凹陷或连续气孔、熔宽是否一致等。一旦检测到超出预设公差的缺陷,系统会立即发出声光报警,并在工件或软件界面上精确标记缺陷位置,同时可以触发分类器,将含有缺陷的产品自动分流。这不仅实现了100%在线全检,还将质量控制从“事后补救”前置到“过程拦截”,大幅降低了废品率和后续返修成本。
即使实现了光亮焊,焊接接头区域的内壁粗糙度(Ra值)仍可能略高于经过抛光的母材管。为了达到超高的卫生标准(如Ra ≤ 0.5 μm),部分专机集成了焊后内壁处理模块。电解抛光(EP)是通过电化学方法选择性溶解焊缝表面的微观凸起,达到整体平滑的效果。集成设备会在焊接后,将电解抛光头伸入管道内部,对焊缝区域进行局部精细处理。机械抛光则采用微型磨头或磁力驱动的抛光球进行。处理过程自动化,并与焊接程序联动。处理后,焊缝区的粗糙度可与母材完全一致,甚至更低,达到镜面效果。这彻底消除了微生物在焊缝表面微小划痕或凹陷处附着的可能性,对于生产无菌注射液、高纯生物制品的生产线至关重要,是符合cGMP动态标准的保障。具备自动焊道清洗与吹扫功能,防止焊接飞溅物污染管道系统。
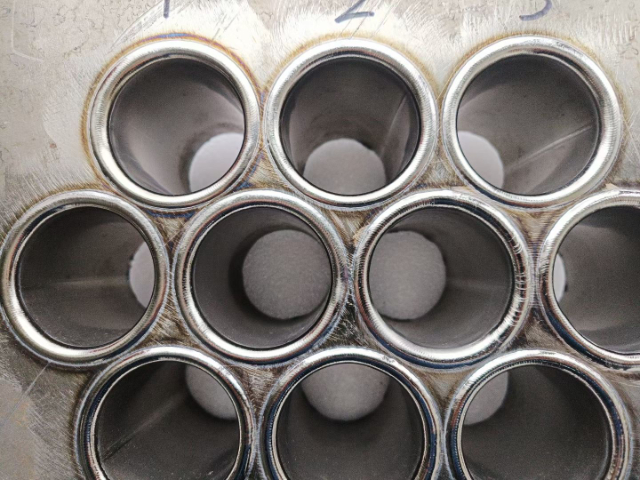
在生物制药和食品级卫生管道系统中,要求管道内壁光滑、无死角、无氧化物,以防止微生物滋生。手工充氩和肉眼观察难以保证背面保护效果的一致性。自动充氩系统通过管道两端的密封堵头和精密流量计,在焊接前自动执行“充氩-保压-检测”循环,确保管道内部氧气含量低于既定标准(如<0.1%)。焊接时,系统维持一个稳定的微小正压氩气流。与此同时,内窥镜摄像头从管道另一端或侧面的观察口插入,实时将管道内部的焊接熔池图像传输到外部监视器上。操作员或视觉系统可以清晰观察背面熔池的形态、流动和成型情况。一旦发现成型不良(如内凹不足、焊瘤),可立即微调焊接参数进行纠正。这实现了“可视化焊接”,确保每一寸焊缝的背面都形成均匀、光亮、略微圆滑过渡的“鱼鳞纹”,完全符合ASME BPE等卫生标准对管道内壁焊接接头的苛刻要求。采用药芯焊丝(FCAW)或金属粉芯焊丝(MAG)工艺,提升户外焊接效率与抗风能力。广东薄壁管焊接机厂家直销
设备防护等级达IP65,适应水处理厂、泵站等潮湿多尘环境。广东自熔不加丝焊接机调试方法
为应对多样化的生产需求,套管焊接机采用高度模块化理念设计。其机架为标准平台,而关键的定心卡盘、旋转驱动头、焊枪摆动机构等均设计为快换模块。针对不同管径范围(如小径Φ20-100mm、中径Φ100-300mm、大径Φ300-800mm),各有相应的模块组。更换时,操作人员只需卸下少量连接螺栓与电气/气动快插接头,即可在30分钟内完成规格切换。每个模块都经过精密校准,更换后系统能自动识别模块型号并调用对应的参数库与运动学模型,确保精度不变。这种设计使一台主机能够覆盖从精密仪器到大口径结构管的需求,极大提高了设备的利用率和投资回报率,尤其适合多品种、小批量的工程机械、重型装备及压力容器制造企业。广东自熔不加丝焊接机调试方法
昆山博尔勒自动化科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来昆山博尔勒自动化科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!