商机详情 -
湖北防水IMD模内注塑工厂直销
IMD模内注塑技术的基本原理与工艺特征IMD(In-Mold Decoration,模内装饰)是一种将印刷装饰薄膜嵌入注塑模具内,通过一次注塑成型使装饰层与塑料基体结合的表面装饰技术。该工艺的流程包括:首先在PET或PC薄膜上完成图案印刷,然后通过高压或真空成型将平面薄膜预成型为产品所需的三维形状,经裁切后放置于注塑模具型腔内,注入熔融树脂,使树脂与薄膜在高温高压下熔合为一体。注塑完成后,油墨层被封闭在薄膜与树脂之间,形成“表面硬化层—印刷装饰层—塑料基体层”的三明治复合结构。这种结构设计使图案不褪色、不磨损,从根本上解决了传统喷涂、电镀、丝印等工艺中表面装饰层易刮花、易脱落的痛点。IMD技术融合了印刷、成型、模具、注塑等多个专业领域的工艺技术,对生产环境、设备精度和工艺控制均有较高要求。44. IMD薄膜印刷后需经硬化处理达到规定的表面硬度。湖北防水IMD模内注塑工厂直销
IMD模内注塑
IMD薄膜的储存与管理规范IMD印刷薄膜作为半成品,在印刷完成到注塑使用之间存在一定的存放周期,其储存条件直接影响油墨附着力和成型性能。我们建立了严格的IMD薄膜储存规范:储存环境需保持恒温恒湿(温度23±2℃,湿度50±5%RH),避免阳光直射和热源辐射。印刷后的薄膜应垂直悬挂或平放于存放架上,片材之间以无尘纸隔开,防止粘连或划伤。对于已印刷但尚未成型的薄膜,需在印刷完成后72小时内完成高压成型,超过时限的薄膜在使用前需进行附着力抽检确认。带有硬化涂层的薄膜对湿度较为敏感,高湿环境下涂层可能吸湿软化,影响表面硬度,因此存放区域需配备除湿设备并记录温湿度数据。薄膜的存放时间也不宜过长——超过6个月的薄膜,需重新进行百格附着力测试和拉伸性能测试,确认油墨和基材未发生性能退化后方可投入使用。我们通过条码管理系统记录每批薄膜的入库时间、批次号和存放位置,实行先进先出(FIFO)管理,确保薄膜材料在状态期内投入生产。湖北防水IMD模内注塑工厂直销62. 模具设计需在型腔表面预留薄膜的放置空间。
IMD技术在小批量定制中的应用虽然IMD模内注塑通常被认为适合大批量生产,但通过合理的工艺规划和供应链管理,IMD技术也可以高效满足小批量定制化的需求。对于小批量IMD项目(年产数千至数万件),我们采用以下策略控制成本和交期:印刷环节使用通用型薄膜基材配合低成本网版制作,避免高成本的专色定制;高压成型使用通用模架配合可互换的成型镶件,降低模具投入成本;注塑环节使用快速换模系统和标准化注塑工艺参数,缩短换型时间。对于产品设计方案尚未完全定型、需要多轮试产验证的项目,我们还提供“半量产”服务模式——在工程验证阶段使用简易成型模和标准化薄膜,快速产出功能样件供客户测试确认;设计冻结后再投入正式量产模具,确保量产品质。通过这一灵活的服务模式,IMD技术也可有效支持小批量、多品种的产品开发需求,帮助客户在产品早期阶段验证外观设计方案的市场接受度,降低大规模投产的风险。
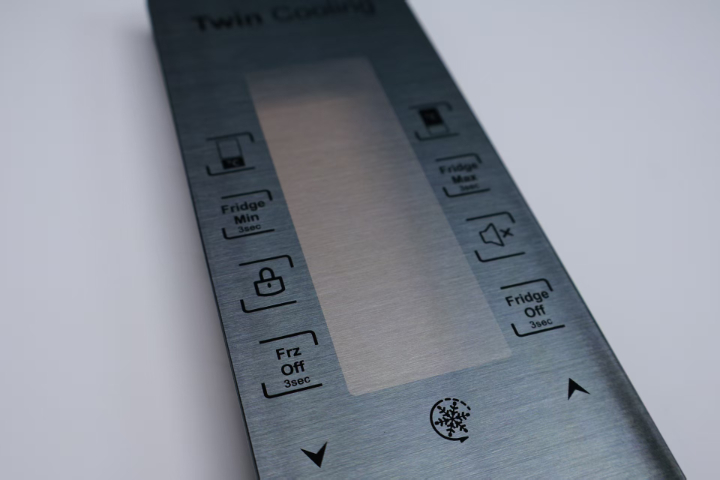
IMD在家电领域的应用实践在家电行业,IMD模内注塑技术已广泛应用于各类产品的控制面板和装饰面壳,涵盖冰箱、洗衣机、空调、微波炉、电饭煲、吸油烟机、洗碗机等品类。IMD面板将操作按键、功能标识、品牌Logo、装饰纹理等元素高度集成于一体,实现了一体化的无缝隙外观设计。面板表面经过硬化处理(铅笔硬度≥3H),能够有效抵抗厨房环境中的油污、蒸汽和日常擦拭造成的划伤;同时,得益于油墨层内藏的结构设计,产品在使用多年后仍能保持图案的鲜亮如新,不存在传统丝印或贴标工艺常见的褪色、脱落问题。此外,IMD面板支持背光透射设计,可配合LED光源实现按键图标和状态指示灯的均匀发光,为消费者带来清晰、直观的操作体验。对于洗衣机、洗碗机等涉水家电,IMD面板的密封结构可达到IP65以上的防护等级,有效防止水汽渗透导致电路故障。IMD技术还支持曲面设计,使家电控制面板能够贴合产品的弧形造型,提升整体设计感和人机工程舒适度。59. 热流道系统在大型IMD产品中保持树脂温度一致性。

IMD技术的自动化生产与效率提升随着市场需求增长和工艺成熟,IMD生产正在从手工操作向自动化、智能化方向转型升级。在薄膜裁切环节,自动化裁床配合CCD定位系统可实现精确裁切和自动排废;在高压成型环节,全自动高压成型机配合机械手自动取放薄膜,成型周期可缩短至10-15秒;在注塑环节,自动化供膜系统将成型好的薄膜通过机械手或输送带自动送入注塑模具,并与注塑机的开合模动作同步。自动化产线的应用大幅提升了生产效率(单机日产能可达数千件),还降低了人工操作带来的质量波动。在注塑设备方面,IMD生产通常需要配备锁模力20吨至4000吨的注塑机,配合自动化供膜装置,实现薄膜定位、放入模具、注塑成型的全自动化循环。对于大型汽车内饰件(如仪表板装饰条、车门饰板),需使用大型注塑机配合真空吸附供膜系统,确保大尺寸薄膜在模具内的平整定位。2. 一次注塑即可获得带完整装饰的塑料部件。福建隐藏按键IMD模内注塑定制
12. 家电控制面板采用IMD工艺可实现一体化无缝隙设计。湖北防水IMD模内注塑工厂直销
IMD的高压成型工艺与质量控制高压成型是IMD工艺中实现平面薄膜向三维立体形状转变的关键工序。该工艺将印刷好的薄膜加热至软化温度(PET约120℃,PC约150℃),然后通过压缩空气(压力通常为3-5MPa)将软化的薄膜压入成型模具中,使其精确贴合模具型腔的轮廓,冷却后定型。高压成型的关键技术参数包括:加热温度(需兼顾薄膜的延伸性及油墨层的热稳定性)、成型压力(确保薄膜完全贴覆模具表面而无褶皱或气泡)、保压时间(使薄膜充分定型以减少回弹)和冷却速率(避免快速冷却导致内应力残留)。高质量的高压成型需要确保薄膜在模具各部位的厚度均匀性:拉伸率过高会导致薄膜变薄、印刷图案变形;拉伸率不足则无法完全贴合模具形状。我们通过成型仿真软件预判薄膜的拉伸分布,优化模具圆角设计和薄膜定位方式,并在试模阶段使用三维扫描仪检测成品表面轮廓与模具设计的偏差,将拉伸率控制在合理范围内。成型后的薄膜片材需经裁切模精确切除废料区,裁切精度控制在±0.1mm以内,以保证注塑时薄膜与模具型腔的完美配合。湖北防水IMD模内注塑工厂直销
浙江合星科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在浙江省等地区的橡塑中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,浙江合星科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!