商机详情 -
泰安干式真空泵定做
泵体温度过高:螺杆真空泵运行时,泵体表面温度超出正常工作范围(一般超过80℃),甚至出现烫手现象。高温会加速泵体内部零部件的老化和磨损,降低密封件的性能,增加泄漏风险,严重时可能导致转子卡死,使设备无法正常运转。轴承温度过高:轴承部位是螺杆真空泵的关键部件之一,若轴承温度持续升高,超过其额定工作温度(通常为70-80℃),会造成轴承润滑不良、磨损加剧,进而引发设备振动和异常噪音,甚至导致轴承损坏,影响整个泵的运行稳定性。电机温度过高:电机作为螺杆真空泵的动力源,当温度过高(一般超过100℃)时,会使电机绝缘性能下降,增加电机烧毁的风险。同时,电机过热还会导致其输出功率降低,影响泵的抽气效率。淄博干式真空产品制造精良,配置档次高,售后服务及时。泰安干式真空泵定做
前级泵与管道匹配:罗茨泵+螺杆泵组合系统:在1-100Pa压力区间,罗茨泵增速比1:3时,整体抽气能力比单级螺杆泵提升40%。管道直径按气体流速15-20m/s设计,缩短弯头数量,减少局部阻力损失,可使入口压力损失降低10%-15%。智能监控与维护,安装振动传感器(精度0.1mm/s)、温度传感器(精度±1℃),实时监测转子运行状态,提前预警间隙异常,维护后抽气能力恢复率≥98%。高真空环境(真空度范围通常为10⁻¹~10⁻⁴ Pa)广泛应用于半导体制造、真空镀膜、电子束焊接、科研实验(如粒子加速器)等领域。这类工艺对真空系统的要求极为苛刻:无油污染,半导体芯片制造中的薄膜沉积工艺(如PECVD)要求真空腔体内残留油蒸汽分压低于10⁻⁶ Pa,避免油分子对薄膜质量的影响。泰安干式真空泵定做淄博干式真空定期组织全员培训,提高员工的管理、技能水平。

对于不符合精度要求的转子,需要进行修正或重新加工,以保证每一对螺杆转子之间的间隙都能达到设计标准。在螺杆真空泵的安装调试过程中,正确的安装方法和细致的调试工作是确保转子间间隙合理的关键环节。安装前,需要对泵体、转子、轴承、同步齿轮等零部件进行严格的清洗和检查,确保零部件表面无杂质、无损伤。安装过程中,要严格按照安装工艺要求进行操作,确保各个零部件的安装位置准确无误。在安装同步齿轮时,要精确调整齿轮的啮合间隙,保证两根螺杆转子能够精确同步旋转,避免因齿轮啮合不良导致转子间的间隙发生变化。
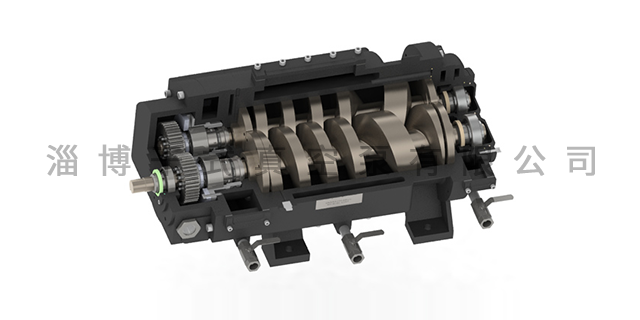
在螺杆真空泵的世界里,螺杆转子如同心脏一般,其类型与特性直接决定了真空泵的性能表现。随着工业技术的不断发展,螺杆转子的类型日益丰富,不同类型的转子在结构设计、工作原理上存在差异,进而对螺杆真空泵的抽气效率、真空度、能耗等关键性能指标产生不同影响。接下来,我们将深入探究螺杆真空泵螺杆转子的各类别,以及它们是如何塑造真空泵性能的。对称型线螺杆转子是早期螺杆真空泵常用的类型,其转子型线呈对称分布,形状较为规则。这种转子的齿形在圆周方向上左右对称,设计和加工相对简单。在制造过程中,由于型线的对称性,对加工设备和工艺的要求相对较低,能够降低生产成本,缩短生产周期。例如,一些小型的螺杆真空泵生产企业,在技术和设备有限的情况下,初期会选择对称型线螺杆转子进行生产,以快速进入市场。淄博干式真空在同行业中处于技术专业地位。
在螺杆转子的制造过程中,高精度的加工设备和先进的加工工艺是确保间隙合理的基础。目前,螺杆转子的加工普遍采用五轴联动数控机床,这种设备能够实现对复杂型线的精确加工,保证转子的尺寸精度和表面质量。在加工过程中,对刀具的选择、切削参数的设置都有严格要求。刀具的磨损会直接影响转子的加工精度,因此需要定期更换刀具,并对刀具的磨损情况进行实时监测。同时,合理控制切削速度、进给量等参数,能够减少加工过程中产生的热变形和残余应力,保证转子的尺寸稳定性。加工完成后,还需运用高精度的测量仪器,如三坐标测量仪,对转子的各项尺寸进行精确测量,确保其尺寸精度符合设计要求。淄博干式真空是以科研、生产、销售为一体的真空设备生产厂家。泰安干式真空泵定做
淄博干式真空不断改善和改进质量管理体系,牢固树立“质量是企业生命”的观念。泰安干式真空泵定做
这些微小的间隙既要保证螺杆转子能够自由旋转,又要尽可能地减少气体泄漏,以维持真空泵的真空度和抽气效率。为了确保泵体内部的加工精度,通常采用高精度的数控机床进行加工,并经过多道精细的研磨和抛光工序,使内壁表面粗糙度达到极低的水平。此外,泵体上还设有吸气口和排气口,分别用于气体的吸入和排出。吸气口与被抽气体系统相连,排气口则与后续的气体处理设备或大气相通。在吸气口和排气口处,通常会安装法兰接口,以便与管道进行可靠连接。泵体上还会预留一些安装孔和连接部位,用于安装同步齿轮、轴承、密封装置等其他部件,确保整个真空泵系统的结构完整性和运行稳定性。泰安干式真空泵定做