商机详情 -
江苏食品级材料IBC移动料仓
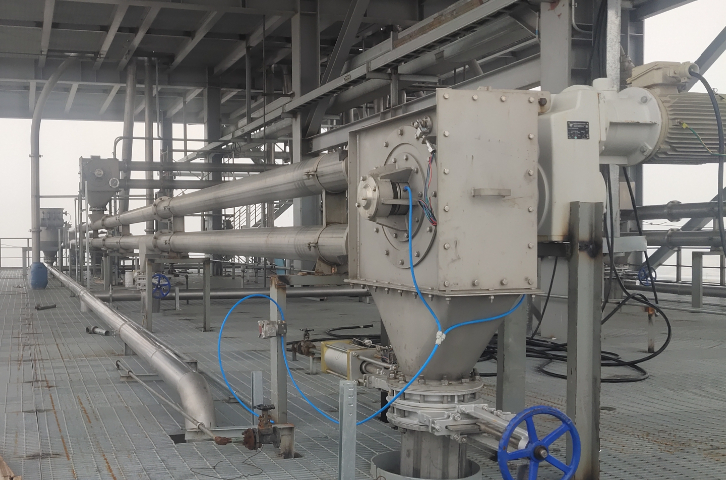
璞拓粉粒体输送系统-粉体流换热器设备简介冷却:物料从顶部进入换热器内部,将换热器内部填充满料至进料仓,使物料淹没换热模组,此时冷却水从换热模组下端进入换热模组板片内部后从换热模组上部排出,同时进料仓顶部根据进料量调整下料器出料速度,保持进料仓内料位高度。运行中物料在换热模组板片间均匀整体流动,与换热板内部冷却水间壁换热达到降温目的。设备优势:节能可达90%:热能损失低。相对传统技术节能效果明显,部分可达90%。排放低:在全密闭的仓式容器中运行,辅助气体用量小,环保压力降低。损耗降解几乎为零:固体密相输送以及枕形传热板组实现的优良的流动状态,换热充分、均匀,物料损耗几乎为零。占地小,拓展性强:立式安装,占地小。结构简单紧凑;模块式设计,安装后仍可根据产能要求进行扩展。维护简单,成本低:板式固体换热器设计了快开门,便于使用者快速打开门板进行设备内部的维护及清理。振动螺旋提升机结合了振动和螺旋输送的原理,实现物料的快速、稳定提升。江苏食品级材料IBC移动料仓
质量是企业立足的根本,我们在粉粒体输送系统的生产过程中,执行着近乎严苛的质量管控标准。从原材料采购环节开始,对钢材、管件、密封材料等进行严格筛选,确保所有材料符合食品级、化工耐腐蚀等不同行业的特殊要求。在生产制造阶段,引入高精度的激光切割、数控加工中心等设备,保障每一个零部件的加工精度误差控制在极小范围。每一套粉粒体输送系统在出厂前,都要经过 72 小时连续满负荷运行测试、气密性检测、压力测试等多项严格检验,只有完全符合标准的产品才会交付客户,以高质量产品赢得客户信赖。上海户外使用IBC移动料仓粉体流换热器,是化工、食品等行业不可或缺的换热设备。

璞拓的粉体流换热器是一款高效换热设备。它专为处理粉体物料而设计,具有独特的换热结构,能够实现粉体与流体之间的高效热量交换。该换热器采用质量材料制造,确保设备的耐用性和稳定性。其紧凑的设计不仅节省空间,还提高了换热效率,降低了能耗。粉体流换热器广泛应用于化工、食品、制药等领域,可满足不同工艺的换热需求。操作简单方便,维护成本低,为企业带来xian著的经济效益。它能够有效解决粉体物料在换热过程中的团聚、堵塞等问题,保证生产的连续性和稳定性,是工业换热领域的理想选择。
璞拓粉体流换热器在粉体物料热交换领域独树一帜,凭借其独特设计和突出性能,成为众多企业提升生产效率和产品质量的得力工具。它的工作基于先进的板式间接热交换与粉粒体密相输送技术。 物料首先进入进料仓,进料仓的特殊结构促使物料均匀分布进入传热板组段。传热板组采用无垫片全焊工艺,选用不锈钢或其他耐腐蚀合金材料,确保在各种复杂工况下稳定运行。板片经特殊处理形成的波纹或酒窝状,极大地增强了传热效率,同时有效防止结垢,减少设备维护工作量。 下料装置依据密相输送原理设计,三种类型的下料器各有优势。振动下料器通过调节振动频率灵活控制下料速率;密相输送下料器利用速度可调的旋转阀,精细处理精细粉末物料;铰链门式下料器则适用于高速出料场景。 该换热器优势明显,无废气排放,能耗低,符合环保节能要求;结构紧凑,安装底座小,便于在现有厂房和设备基础上进行改造升级;对颗粒状物料破坏小,能很大程度保持物料原有特性。在冶金行业用于金属粉体的冷却,在化工行业助力各类粉体原料的热交换,为各行业的生产流程优化提供坚实保障。璞拓管链输送机,是化工、食品、制药等行业理想的物料输送解决方案。

对于众多涉及粉体物料处理的企业而言,璞拓粉体流换热器是优化生产的得力助手。它以先进技术为支撑,实现了高效稳定的热交换过程。 设备运行时,物料经进料仓有序进入,在传热板组段与热媒进行热量传递。传热板采用质量材料,经特殊工艺处理,不仅具备良好的导热性能,还拥有出色的耐腐蚀性,可应对各类复杂工况。下料装置基于密相输送原理,确保物料匀速通过换热器,使物料在设备内的停留时间精细可控,从而保证产品出料温度稳定均一。 从性能优势上看,它的热交换效率远超传统换热器,在相同热交换面积下,热流密度更高。这意味着能在更短时间内完成大量粉体物料的热交换,提高生产效率。同时,其节能效果明显,有效降低能耗,减少企业运营成本。而且,该换热器对物料的适用范围广,各类粉体物料都能实现良好的热交换效果。在制药行业,能精细控制药品原料的温度,保障药品质量;在建材行业,可助力生产出性能更优的产品,是推动行业发展的重要设备。振动输送机通过振动电机的激振力,使物料在输送槽上跳跃前进,实现连续输送。四川真空输送机生产厂家
选择柔性螺旋输送机,是企业提升物料输送效率,实现自动化生产的理想选择。江苏食品级材料IBC移动料仓
行业案例与实践验证某正制药智能工厂:引入 IBC 移动料仓与 AGV 系统,实现中药提取液的自动转运与精细配料,替代传统人工搬运,提升生产效率 50% 以上,同时通过 PAT 在线检测确保药品质量可追溯。某康食品添加剂工厂:采用 IBC 料仓自动混料与无尘卸料技术,配合万级净化车间与臭氧消毒,年产能达 10000 吨,产品异物率低于 0.1ppm,满足国际客户严苛要求。锂电池材料生产:针对碳酸锂粉体的高粘性与易吸潮特性,***的 IBC 料仓集成振动卸料阀与氮气保护系统,解决架桥与氧化问题,保障电池正负极材料的批次稳定性。港口散货处理:某风科技的可移动全封闭料仓配备微雾抑尘与智能巡迹功能,实现煤炭等大宗物料的零扬尘作业,获国家实用新型专利认证。江苏食品级材料IBC移动料仓