商机详情 -
上海内圆磨砂轮成型刀厂家电话
在精密仪器制造领域,砂轮成型刀是实现仪器零部件高精度加工的关键工具之一。精密仪器的零部件往往具有尺寸小、精度要求高、结构复杂等特点,对加工工具的精度与稳定性提出了极高的要求。砂轮成型刀凭借其精细的刃口轮廓与稳定的切削性能,能够加工出符合精密仪器要求的砂轮,进而通过砂轮磨削加工实现零部件的高精度成型。例如在精密钟表机芯的加工中,需要使用高精度成型砂轮对齿轮、轴类等零部件进行磨削,而砂轮成型刀则负责加工出这些高精度成型砂轮的轮廓,确保零部件的加工精度与装配精度,保障精密仪器的正常运行。数控磨床砂轮成型刀,与磨床完美匹配,加工精度达微米级。上海内圆磨砂轮成型刀厂家电话
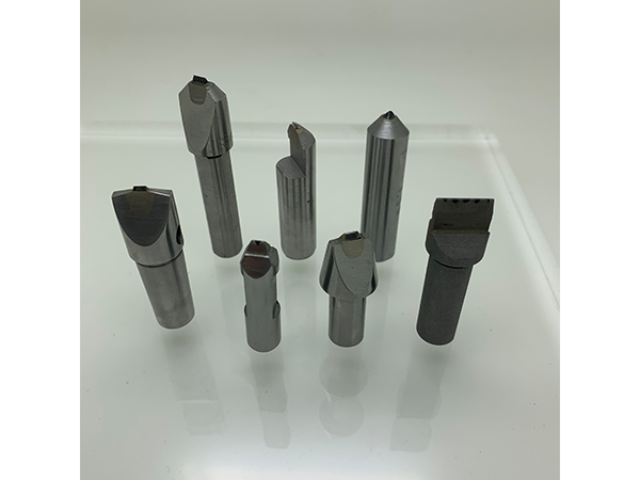
微细砂轮成型刀主要用于微型精密零件的加工,如电子元件、微型模具、医疗器械等领域的微小轮廓工件。该类型成型刀的尺寸极小,工作面轮廓精度要求极高,通常需要采用特种加工技术制作,如激光加工、电火花加工等,确保工作面的微细结构精细成型。微细砂轮成型刀的磨料粒度极细,能够实现高精度的微量磨削,提升工件表面质量。在使用过程中,需配合高精度的微纳磨削设备,采用微量进给方式,严格控制磨削参数与环境温度,避免振动与热变形对加工精度的影响。其优势在于能够加工出传统刀具难以实现的微细轮廓,满足微型零件的精密加工需求,推动微型制造技术的发展。上海内圆磨砂轮成型刀厂家电话金刚石砂轮成型刀,针对高硬度金刚石砂轮,加工游刃有余。

砂轮成型刀的加工效率优势在批量生产中尤为凸显。传统的砂轮加工方式往往需要多道工序逐步加工,工序繁琐,加工效率低下,难以满足大批量生产的需求。而砂轮成型刀能够一次性加工出砂轮的成型轮廓,无需多次装夹与调整,大幅缩短了加工周期。例如在批量生产汽车轮毂轴承用砂轮时,使用砂轮成型刀可实现砂轮的快速成型加工,每把刀可连续加工数百件甚至数千件工件,加工效率较传统方式提升50%以上。同时,由于加工过程稳定,批量生产的工件尺寸一致性好,减少了后续的检验与修正工序,进一步提升了整体生产效率,降低了生产成本。
高效精细的修整工艺是砂轮成型刀发挥性能的关键,需遵循 “适配选型 - 分步操作 - 精细控制” 的**逻辑。选型阶段需根据砂轮材质、硬度、尺寸及加工要求,匹配成型刀的类型、粒度和结合剂类型,例如大型外圆砂轮需选用大型号成型刀,复杂形状砂轮则采用定制化成型刀。修整过程普遍采用 “粗修 + 精修” 分段方式,粗修快速去除砂轮磨损层,精修精细调整表面精度,全程需多次测量尺寸并调整进给量。对于数控磨床,通过编程控制成型刀运动轨迹,可将复杂形状精确复制到砂轮上,修整中需反复与设计图纸比对,确保型腔形状完全达标。无心磨床则需同步修整砂轮与导轮,通过调整导轮角度和成型刀参数,保证小轴类零件的尺寸精度与直线度。高性价比砂轮成型刀,品质不打折,降低企业采购成本。

砂轮成型刀的表面涂层技术是提升刀具性能的重要手段。通过在成型刀的工作面涂覆一层高性能涂层,如TiN、TiAlN等,可大幅提升刀具的硬度、耐磨性与润滑性,减少磨削过程中的摩擦系数,降低磨削温度,延长刀具使用寿命。涂层还能提高刀具的化学稳定性,避免与工件材料发生化学反应,提升加工质量。涂层技术通常采用物***相沉积(PVD)或化学气相沉积(CVD)方法,确保涂层与刀具基体结合牢固,涂层厚度均匀。涂覆后的砂轮成型刀适用于更严苛的加工场景,如高速磨削、硬材料磨削等。使用时,需注意涂层的适用温度范围,避免因磨削温度过高导致涂层脱落失效。专业砂轮成型刀,专为磨具行业设计,助力砂轮品质升级。贵州外圆磨砂轮成型刀厂家直销
智能适配砂轮成型刀,兼容多种数控系统,通用性强。上海内圆磨砂轮成型刀厂家电话
砂轮成型刀的刃口设计是决定加工精度的**因素之一。质量的砂轮成型刀会根据工件的具体轮廓,采用计算机辅助设计与制造技术,实现刃口轮廓的精细复刻。在刃口打磨过程中,通过精密磨削设备控制刃口的锋利度与光洁度,确保切削过程平稳顺畅,避免出现毛刺、崩边等加工缺陷。同时,针对不同的加工需求,刃口会采用不同的角度设计,例如对于硬度较高的砂轮,会采用较大的后角设计,减少刃口与工件的摩擦,降低磨损;对于薄壁砂轮工件,则会采用较小的前角设计,避免加工过程中出现变形。精细的刃口设计不仅能提升加工精度,还能有效提高加工效率,缩短生产周期。上海内圆磨砂轮成型刀厂家电话