商机详情 -
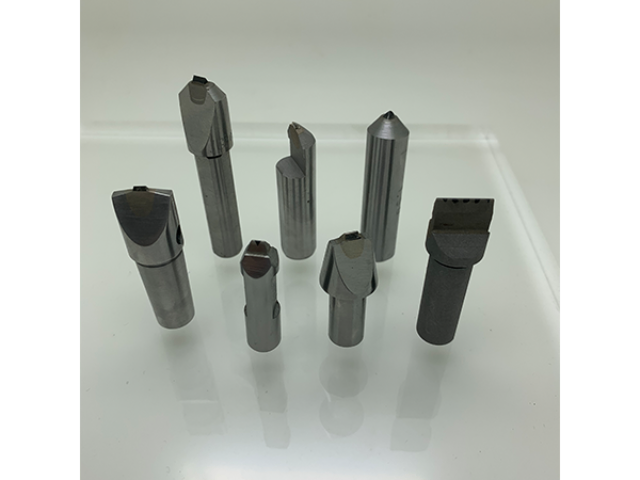
江苏磨床砂轮成型刀厂家现货
砂轮成型刀的刃口设计与制造工艺是保障其修整精度的**环节,主要包括刃口轮廓设计、刀体加工、刃口研磨等关键步骤。刃口轮廓需根据目标砂轮形状精细建模,采用CAD/CAM技术进行参数化设计,确保轮廓尺寸误差控制在微米级;刀体加工多采用数控铣削、磨削等精密加工方式,保证刀体的刚性和尺寸稳定性;刃口研磨则通过高精度研磨设备进行,需严格控制刃口粗糙度和锋利度,避免因刃口缺陷导致砂轮修整后表面出现毛刺或不规则纹路。先进的制造工艺可使砂轮成型刀的刃口轮廓精度达到±0.005mm,为砂轮的高精度成型提供**保障,因此质量成型刀的制造往往需要多道精密工序协同配合。高刚性砂轮成型刀,加工时不易震颤,保障砂轮尺寸精度。江苏磨床砂轮成型刀厂家现货

砂轮成型刀的结构类型多样,根据修整方式和应用场景可分为整体式、焊接式、可转位式等。整体式成型刀刀体与刃口为一体结构,刚性好、精度高,适用于高精度、小批量的砂轮修整;焊接式成型刀将硬质合金或金刚石刃片焊接在刀体上,成本相对较低,适用于常规批量加工场景;可转位式成型刀则采用可更换的刃片设计,刃片磨损后可直接更换,无需整体更换刀体,大幅降低使用成本,适用于大批量生产。选择结构类型时需结合加工批量、修整精度要求及成本预算,例如大批量生产场景优先选用可转位式成型刀以提升效率、降低成本。吉林磨床砂轮成型刀厂家现货抗冲击砂轮成型刀,应对复杂工况,性能稳定不崩刃。

高效精细的修整工艺是砂轮成型刀发挥性能的关键,需遵循 “适配选型 - 分步操作 - 精细控制” 的**逻辑。选型阶段需根据砂轮材质、硬度、尺寸及加工要求,匹配成型刀的类型、粒度和结合剂类型,例如大型外圆砂轮需选用大型号成型刀,复杂形状砂轮则采用定制化成型刀。修整过程普遍采用 “粗修 + 精修” 分段方式,粗修快速去除砂轮磨损层,精修精细调整表面精度,全程需多次测量尺寸并调整进给量。对于数控磨床,通过编程控制成型刀运动轨迹,可将复杂形状精确复制到砂轮上,修整中需反复与设计图纸比对,确保型腔形状完全达标。无心磨床则需同步修整砂轮与导轮,通过调整导轮角度和成型刀参数,保证小轴类零件的尺寸精度与直线度。
砂轮成型刀的主要性能指标包括刃口轮廓精度、硬度、耐磨性、刀体刚性等,这些指标共同决定其修整效果和使用寿命。刃口轮廓精度是**指标,质量成型刀的轮廓误差可控制在±0.003mm以内,确保砂轮成型后能满足高精度加工需求;硬度和耐磨性直接影响刀体的使用寿命,金刚石成型刀的硬度可达HV10000以上,能长时间承受超硬砂轮的修整载荷;刀体刚性则保证修整过程中刀体不发生变形,避免因变形导致刃口轮廓偏移。在选购砂轮成型刀时,需重点核查这些性能指标,结合具体的砂轮类型和加工精度要求,选择适配的产品。耐腐蚀不锈钢砂轮成型刀,适应酸碱环境,使用寿命长。
砂轮成型刀的动态平衡性能是保证高速磨削稳定性的关键。在高速旋转过程中,若刀具的重心与旋转中心不重合,会产生离心力,导致剧烈振动,影响加工精度,甚至损坏磨床主轴与刀具。因此,质量的砂轮成型刀需经过严格的动态平衡检测与修正,确保在额定转速下的振动量控制在允许范围内。动态平衡检测通常采用**的动平衡仪,通过检测刀具旋转时的振动信号,确定不平衡量的位置与大小,然后通过去除材料或添加平衡块的方式进行修正。对于高速磨削用成型刀,还需进行多级动平衡检测,确保在高速旋转时的平衡性。使用时,需定期检查刀具的动态平衡状态,避免因磨损导致平衡性能下降。数控磨床砂轮成型刀,与磨床完美匹配,加工精度达微米级。天津天然金刚石砂轮成型刀批发报价
成型刀的金刚石净度、密度有严格技术要求。江苏磨床砂轮成型刀厂家现货
砂轮成型刀的刃口设计是决定加工精度的**因素之一。质量的砂轮成型刀会根据工件的具体轮廓,采用计算机辅助设计与制造技术,实现刃口轮廓的精细复刻。在刃口打磨过程中,通过精密磨削设备控制刃口的锋利度与光洁度,确保切削过程平稳顺畅,避免出现毛刺、崩边等加工缺陷。同时,针对不同的加工需求,刃口会采用不同的角度设计,例如对于硬度较高的砂轮,会采用较大的后角设计,减少刃口与工件的摩擦,降低磨损;对于薄壁砂轮工件,则会采用较小的前角设计,避免加工过程中出现变形。精细的刃口设计不仅能提升加工精度,还能有效提高加工效率,缩短生产周期。江苏磨床砂轮成型刀厂家现货