商机详情 -
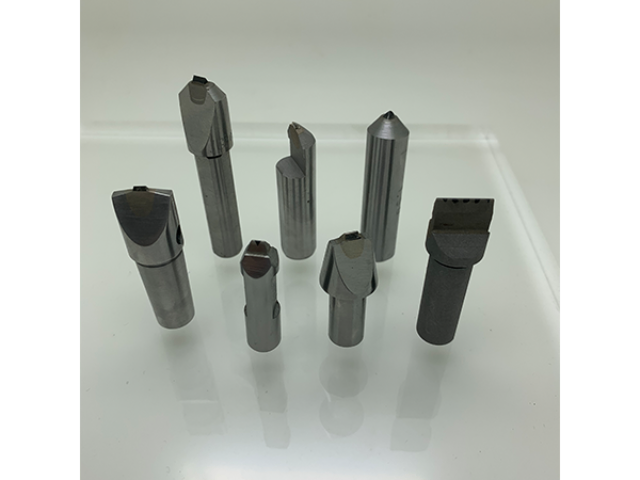
贵州外圆磨砂轮成型刀批发报价
砂轮成型刀的刃口设计与制造工艺是保障其修整精度的**环节,主要包括刃口轮廓设计、刀体加工、刃口研磨等关键步骤。刃口轮廓需根据目标砂轮形状精细建模,采用CAD/CAM技术进行参数化设计,确保轮廓尺寸误差控制在微米级;刀体加工多采用数控铣削、磨削等精密加工方式,保证刀体的刚性和尺寸稳定性;刃口研磨则通过高精度研磨设备进行,需严格控制刃口粗糙度和锋利度,避免因刃口缺陷导致砂轮修整后表面出现毛刺或不规则纹路。先进的制造工艺可使砂轮成型刀的刃口轮廓精度达到±0.005mm,为砂轮的高精度成型提供**保障,因此质量成型刀的制造往往需要多道精密工序协同配合。高效砂轮成型刀,缩短塑形工时,助力企业提升产能。贵州外圆磨砂轮成型刀批发报价
金刚石砂轮成型刀凭借其超高的硬度、耐磨性及切削锋利度,成为**精密磨削加工的优先刀具。金刚石材质的工作面能够在高速磨削过程中保持稳定的轮廓精度,不易出现磨损变形,适用于磨削高硬度材料工件,如硬质合金、陶瓷、高速钢等。该类型成型刀的制备工艺复杂,需通过精密成型磨削技术加工出符合要求的异形工作面,同时对金刚石层的厚度与结合强度进行严格控制,确保使用过程中不发生掉粒现象。在实际应用中,金刚石砂轮成型刀常用于模具行业的高精密型腔磨削、航空航天领域的特种材料零件加工等场景,能够有效提升工件表面质量与加工效率,延长刀具使用寿命。浙江金刚石砂轮成型刀推荐货源通用型砂轮成型刀,适配多种砂轮材质,适用范围广。

微细砂轮成型刀主要用于微型精密零件的加工,如电子元件、微型模具、医疗器械等领域的微小轮廓工件。该类型成型刀的尺寸极小,工作面轮廓精度要求极高,通常需要采用特种加工技术制作,如激光加工、电火花加工等,确保工作面的微细结构精细成型。微细砂轮成型刀的磨料粒度极细,能够实现高精度的微量磨削,提升工件表面质量。在使用过程中,需配合高精度的微纳磨削设备,采用微量进给方式,严格控制磨削参数与环境温度,避免振动与热变形对加工精度的影响。其优势在于能够加工出传统刀具难以实现的微细轮廓,满足微型零件的精密加工需求,推动微型制造技术的发展。
在砂轮成型刀的使用过程中,刀具的装夹精度直接影响加工质量。装夹过程中,需要确保成型刀与主轴的同轴度,避免因装夹偏差导致加工出的砂轮轮廓出现倾斜、偏移等缺陷。为了提升装夹精度,目前多采用液压夹头、弹性夹头等高精度装夹工具,这些装夹工具能够实现成型刀的快速、精细装夹,同时具备良好的夹紧力,确保加工过程中成型刀不会出现松动。此外,装夹前需要对成型刀的装夹面进行清洁,去除表面的油污、杂质,避免影响装夹精度。合理的装夹方式不仅能提升加工精度,还能减少成型刀的振动,延长其使用寿命。环保型砂轮成型刀,加工时粉尘少,符合绿色生产标准。

砂轮成型刀的制造工艺对其性能有着决定性影响。质量的砂轮成型刀制造需要经过原材料筛选、毛坯锻造、热处理、精密磨削、刃口抛光等多道严格工序。在原材料筛选阶段,会对钢材、硬质合金等原材料的化学成分、力学性能进行严格检测,确保原材料质量;毛坯锻造过程中,通过合理控制锻造温度与压力,提升材料的致密度与力学性能;热处理工序则能优化材料的硬度、韧性等性能,确保成型刀具备良好的耐磨性与抗冲击性;精密磨削与刃口抛光则是保证成型刀精度与锋利度的关键工序,通过高精度磨削设备与专业的抛光工艺,使刃口轮廓精度控制在微米级,表面光洁度达到镜面级别。天然一级金刚石砂轮成型刀,延长砂轮使用寿命。山东金刚石砂轮成型刀推荐厂家
精密砂轮成型刀,适配多材质砂轮,高效塑形精度稳。贵州外圆磨砂轮成型刀批发报价
组合式砂轮成型刀通过将多个不同轮廓的成型刀组合在一起,可实现多工序集成加工,大幅提升加工效率。该类型成型刀适用于具有多个异形轮廓的复杂工件加工,如汽车变速箱中的复合齿轮、模具中的多型腔结构等。组合式成型刀的设计需确保各组成部分的定位精度与协同工作性能,避免加工过程中出现干涉现象。在结构上,通常采用模块化设计,各成型刀单元可单独拆卸与更换,便于维护与修整。使用时,需根据工件的加工顺序与轮廓要求,合理规划各成型刀单元的安装位置与磨削顺序,配合数控系统实现自动化的多工序磨削,减少装夹次数,提升加工效率与精度一致性。贵州外圆磨砂轮成型刀批发报价