商机详情 -
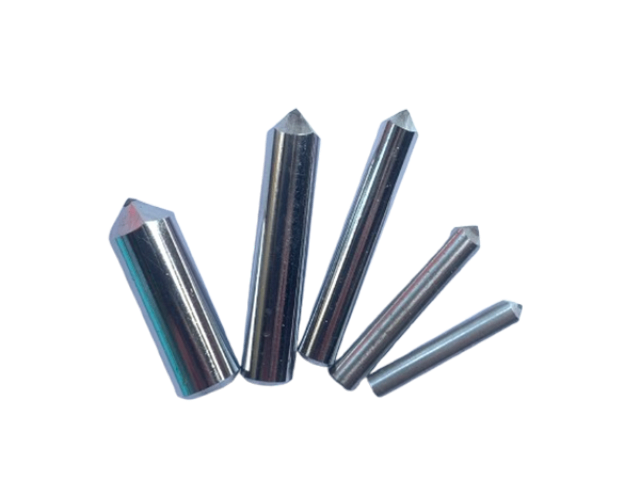
砂轮砂轮成型刀规格尺寸
修整过程中一旦出现异响或震动,必须立即停机,进行整体细致的排查,切不可继续作业。产生异响和震动的原因可能是成型刀安装不够牢固,出现了松动情况,此时需重新紧固成型刀,确保安装稳定;也可能是砂轮存在不平衡问题,导致在旋转过程中产生离心力,引发震动,这种情况下需对砂轮进行平衡调整。只有待异响和震动完全消除后,才能继续进行修整作业。否则,不仅会严重影响修整精度,还会加剧成型刀和砂轮的磨损,甚至可能损坏磨床的关键部件,造成更大的经济损失。合理结构的金刚石成型刀,提高砂轮修整效率。砂轮砂轮成型刀规格尺寸
砂轮修整工作完成后,及时对金刚石砂轮成型刀和磨床进行多面清理是必不可少的环节。可选用柔软的毛刷仔细清扫,或利用压缩空气彻底吹除成型刀表面、磨床修整装置上残留的磨屑和磨削液。磨屑若长期堆积在成型刀上,会直接影响下次使用时的修整精度和效率;而磨削液残留则可能对成型刀的金属部件和磨床表面造成腐蚀,缩短设备使用寿命。清理完毕后,将成型刀妥善放置在指定刀具盒或刀具架上,避免因碰撞、挤压导致损坏,为下次使用做好充分准备。重庆机械砂轮成型刀哪家好特殊几何形状的金刚石,用于砂轮成型刀制作。

导轨磨床使用金刚石砂轮成型刀:导轨磨床使用金刚石砂轮成型刀,主要目的是修整导轨磨削用的砂轮。由于导轨磨削对砂轮的形状和尺寸精度要求极为严格,需选用合适规格的成型刀。在修整时,将成型刀安装在导轨磨床的修整机构上,根据导轨的形状和尺寸,调整修整机构的参数,使成型刀能精确修整出符合导轨磨削要求的砂轮形状。这样,就能保证导轨磨床能高效、高精度地磨削导轨表面,在机床导轨加工中,合适的砂轮修整能保证导轨的直线度和平行度,提升机床的运动精度。
内圆磨床使用金刚石砂轮成型刀:内圆磨床使用金刚石砂轮成型刀时,要特别留意成型刀的尺寸和安装精度。鉴于内圆磨削空间有限,成型刀尺寸必须小巧,且安装后要确保其轴线与内圆砂轮轴线重合。在修整内圆砂轮时,磨床主轴带动成型刀低速旋转,以小进给量靠近内圆砂轮,仔细修整砂轮内圆表面。只有这样,才能保证内圆砂轮的尺寸精度和圆度,为内圆磨削提供高质量的砂轮,如轴承内圈磨削,高精度的内圆砂轮能保证轴承的装配精度和旋转精度。用金刚石砂轮成型刀,让砂轮保持良好磨削性能。

坐标磨床使用金刚石砂轮成型刀:坐标磨床常用于高精度模具加工,对砂轮形状精度要求极高,其使用金刚石砂轮成型刀时,对成型刀的精度和稳定性要求非常高。将高精度的金刚石砂轮成型刀安装在坐标磨床的精密修整装置上,通过坐标控制系统,精确控制成型刀的运动轨迹和修整参数,对砂轮进行精细修整。只有这样,才能确保坐标磨床能实现高精度的磨削加工,满足模具制造行业的高要求,例如精密注塑模具加工,高精度的砂轮修整能保证模具型腔的精度,提升塑料制品的质量。能将金刚石加工成复杂几何形状用于砂轮修整。辽宁磨具砂轮成型刀服务热线
依据砂轮规格,匹配适宜的金刚石成型刀具。砂轮砂轮成型刀规格尺寸
面对高硬度砂轮的修整任务,在金刚石砂轮成型刀的选择上,多晶或金属结合剂类型的成型刀是理想之选。这类成型刀凭借其出色的耐磨性和韧性,能够承受高硬度砂轮修整时产生的较大修整力,保持良好的工作状态。在修整操作中,采用逐步进给的方式,避免一次性进给量过大,防止成型刀因瞬间过载而损坏。同时,要加强冷却系统的工作效率,通过充足的磨削液供应,有效降低修整过程中的温度,减少高温对成型刀和砂轮的不良影响,确保能够高效、高质量地完成高硬度砂轮的修整工作。砂轮砂轮成型刀规格尺寸