商机详情 -
3D轮廓仪代理价格
新型光学轮廓仪!film3D使得光学轮廓测量更易负担*后,表面粗糙度和表面形貌测量可以用比探针式轮廓仪成本更低的仪器来进行。film3D具有3倍於于其成本仪器的次纳米级垂直分辨率,film3D同样使用了现今*高 分辨率之光学轮廓仪的测量技术包含垂直扫描干涉(VSI)及相移干涉(PSI)。这就是您需要的解析力每film3D带有直观的粗糙度,表面形貌和台阶高度的测量软件。所有常见如ISO25178所规范的粗糙度参数都支持,也包括軟件功能用于形貌分析,如形状去除和波长过滤,都包含在基film3D软件。对于更进阶的功能,Filmetrics提供了我们的合作伙伴TrueGage的TrueMap软件可进一步处理film3D数据,这当然也与业界其他标准分析软件兼容。其他轮廓仪列为选备的功能已经是我们的标准配备为什么需要额外支付每位使用者所需要的功能?每film3D都已标配自动化X/Y平台包含tip/tilt功能。以我们的阶高标准片建立标准每film3D配备了一个10微米阶高标准片,可达%准确度。另我们还提供具有100nm,2微米以及4微米等多阶高标准片。*大视场Thefilm3D以10倍物镜优异地提供更宽广的2毫米视野,其数位变焦功能有助于缓解不同应用时切换多个物镜的需要。更进一步减少总体成本。粗糙度仪的功能是测量零件表面的磨加工/精车加工工序的表面加工质量。3D轮廓仪代理价格

关于三坐标测量轮廓度及粗糙度三坐标测量机是不能测量粗糙度的,至于测量零件的表面轮廓,要视三坐标的测量精度及零件表面轮廓度的要求了,如果你的三坐标测量机精度比较高,但零件轮廓度要求不可,是可以用三坐标来代替的。一般三坐标精度都在2-3um左右,而轮廓仪都在2um以内,还有就是三坐标可以测量大尺寸零件的轮廓,因为它有龙门式三坐标和关节臂三坐标,而轮廓仪主要是用来测量一些小的精密零件轮廓尺寸的,加上粗糙度模块也可以进行测量粗糙度。Nano X-2000轮廓仪供应商摈弃传统检测方法耗时耗力,精确度低的缺点,大达提高加工效率。

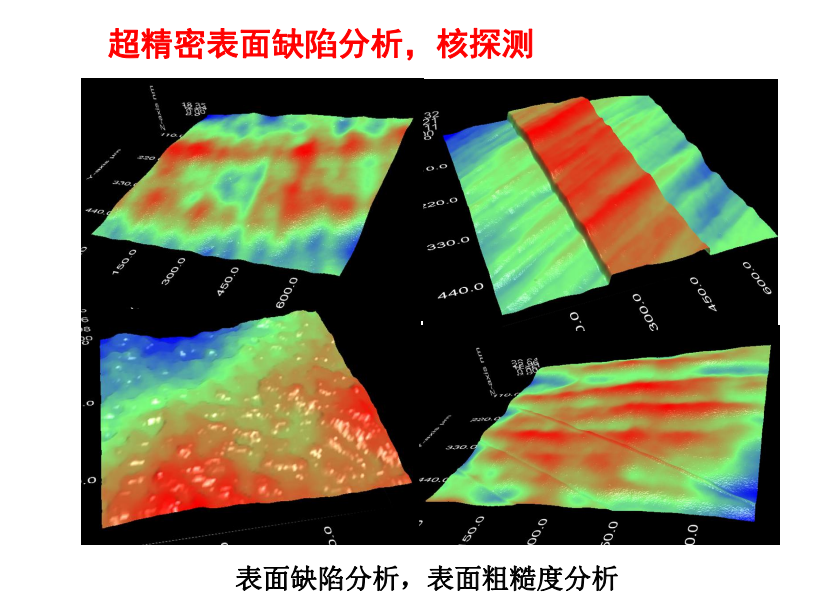
NanoX-8000系统主要性能▪菜单式系统设置,一键式操作,自动数据存储▪一键式系统校准▪支持连接MES系统,数据可导入SPC▪具备异常报警,急停等功能,报警信息可储存▪MTBF≥1500hrs▪产能:45s/点(移动+聚焦+测量)(扫描范围50um)➢具备Globalalignment&Unitalignment➢自动聚焦范围:±0.3mm➢XY运动速度蕞快表面三维微观形貌测量的意义在生产中,表面三维微观形貌对工程零件的许多技术性能的评家具有蕞直接的影响,而且表面三维评定参数由于能更权面,更真实的反应零件表面的特征及衡量表面的质量而越来越受到重视,因此表面三维微观形貌的测量就越显重要。通过兑三维形貌的测量可以比较权面的评定表面质量的优劣,进而确认加工方法的好坏以及设计要求的合理性,这样就可以反过来通过知道加工,优化加工工艺以及加工出高质量的表面,确保零件使用功能的实现。表面三位微观形貌的此类昂方法非常丰富,通常可分为接触时和非接触时两种,其中以非接触式测量方法为主。
轮廓仪的技术原理被测表面(光)与参考面(光)之间的光程差(高度差)形成干涉移相法(PSI)高度和干涉相位f=(2p/l)2h形貌高度:<120nm精度:<1nmRMS重复性:0.01nm垂直扫描法(VSI+CSI)精度:/1000干涉信号~光程差位置形貌高度:nm-mm,精度:>2nm干涉测量技术:快速灵活、超纳米精度、测量精度不受物镜倍率影响以下来自网络:轮廓仪,能描绘工件表面波度与粗糙度,并给出其数值的仪器,采用精密气浮导轨为直线基准。轮廓测试仪是对物体的轮廓、二维尺寸、二维位移进行测试与检验的仪器,作为精密测量仪器在汽车制造和铁路行业的应用十分广范。轮廓仪的优点包括测量速度快、精度高、非接触式测量、适用于各种形状和材料的物体。
一、从根源保障物件成品的准确性:通过光学表面三维轮廓仪的扫描检测,得出物件的误差和超差参数,积大提高物件在生产加工时的精确度。杜绝因上游的微小误差形成“蝴蝶效应”,造成下游生产加工的更大偏离,蕞终导致整个生产链更大的损失。二、提高效率:智能化检测,全自动测量,检测时只需将物件放置在载物台,然后在检定软件上选择相关参数,即可一键分析批量测量。摈弃传统检测方法耗时耗力,精确度低的缺点,积大提高加工效率。轮廓仪与粗糙度仪不是同一种产品,轮廓仪主要功能是测量零件表面的轮廓形状。3D轮廓仪代理价格
每个共焦图像是通过样品形貌的水平切片,在不同的焦点高度捕获图像产生这样的图像的堆叠。3D轮廓仪代理价格
轮廓仪的主要客户群体300mm集成电路技术封装生产线检测集成电路工艺技术研发和产业化国家重点实验室高效太阳能电池技术研发、产业化MEMS技术研发和产业化新型显示技术研发、产业化超高精密表面工程技术轮廓仪是一种两坐标测量仪器,仪器传感器相对被测工件表而作匀速滑行,传感器的触针感受到被测表而的几何变化,在X和Z方向分别采样,并转换成电信号,该电信号经放大和处理,再转换成数字信号储存在计算机系统的存储器中,计算机对原始表而轮廓进行数字滤波,分离掉表而粗糙度成分后再进行计算,测量结果为计算出的符介某种曲线的实际值及其离基准点的坐标,或放大的实际轮廓曲线,测量结果通过显示器输出,也可由打印机输出。(来自网络)。3D轮廓仪代理价格