商机详情 -
白光干涉轮廓仪推荐型号
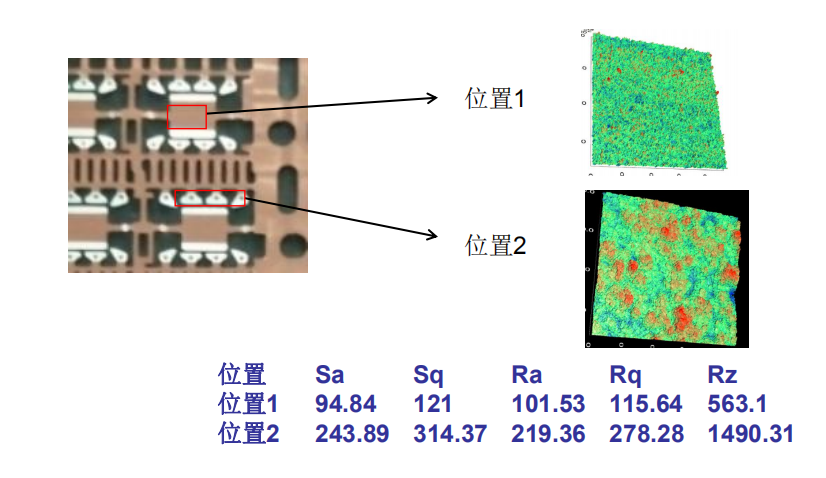
轮廓仪是一种两坐标测量仪器,仪器传感器相对被测工件表而作匀速滑行,传感器的触针感受到被测表而的几何变化,在X和Z方向分别采样,并转换成电信号,该电信号经放大和处理,再转换成数字信号储存在计算机系统的存储器中,计算机对原始表而轮廓进行数字滤波,分离掉表而粗糙度成分后再进行计算,测量结果为计算出的符介某种曲线的实际值及其离基准点的坐标,或放大的实际轮廓曲线,测量结果通过显示器输出,也可由打印机输出。(来自网络)轮廓仪在集成电路的应用:封砖Bump测量视场:72*96(um)物镜:干涉50X检测位置:样品局部面减薄表面粗糙度分析封装:300mm硅片背面减薄表面粗糙度分析面粗糙度分析:2D,3D显示;线粗糙度分析:Ra,Ry,Rz,…器件多层结构台阶高MEMS器件多层结构分析、工艺控制参数分析激光隐形切割工艺控制世界微一的能够实现激光槽宽度、深度自动识别和数据自动生成,大达地缩短了激光槽工艺在线检测的时间,避免人工操作带来的一致性,可靠性问题,轮廓仪是一种重要的测量工具,可以帮助企业提高产品质量和生产效率。白光干涉轮廓仪推荐型号
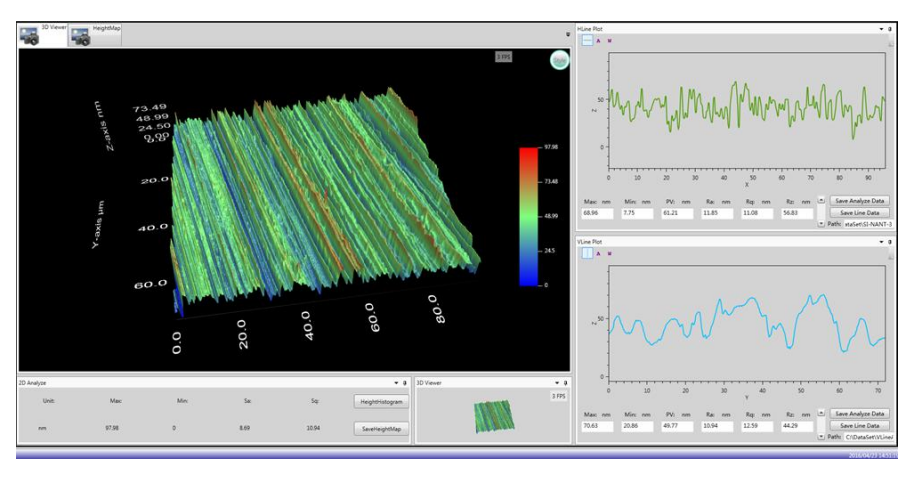
NanoX-2000/3000系列3D光学干涉轮廓仪建立在移相干涉测量(PSI)、白光垂直扫描干涉测量(VSI)和单色光垂直扫描干涉测量(CSI)等技术的基础上,以其纳米级测量准确度和重复性(稳定性)定量地反映出被测件的表面粗糙度、表面轮廓、台阶高度、关键部位的尺寸及其形貌特征等。广泛应用于集成电路制造、MEMS、航空航天、精密加工、表面工程技术、材料、太阳能电池技术等领域。使用范围广:兼容多种测量和观察需求保护性:非接触式光学轮廓仪耐用性更强,使用无损可操作性:一键式操作,操作更简单,更方便白光干涉轮廓仪推荐型号三维表面轮廓仪是精密加工领域必不可少的检测设备,它既保障了生产加工的准确性,又提高了成品的出产效率。
涵盖面广的2D、3D形貌参数分析:表面三维轮廓仪可测量300余种2D、3D参数,无论加工的物件使用哪一种评定标准,都可以提供权面的检测结果作为评定依据,可轻松获取被测物件精确的线粗糙度、面粗糙度、轮廓度等参数。四、稳定性强,高重复性:仪器运用高性能内部抗震设计,不受外部环境影响测量的准确性。超精密的Z向扫描模块和测量软件完美结合,保证高重复性,将测量误差降低到亚纳米级别。三维表面轮廓仪是精密加工领域必不可少的检测设备,它既保障了生产加工的准确性,又提高了成品的出产效率,满足用户对各项2D,3D参数检测需求的同时,还依然能够保持高重复性,高稳定性的运行,其对精密加工所产生的的作用是举足轻重的。
新型光学轮廓仪!film3D使得光学轮廓测量更易负担*后,表面粗糙度和表面形貌测量可以用比探针式轮廓仪成本更低的仪器来进行。film3D具有3倍於于其成本仪器的次纳米级垂直分辨率,film3D同样使用了现今*高 分辨率之光学轮廓仪的测量技术包含垂直扫描干涉(VSI)及相移干涉(PSI)。这就是您需要的解析力每film3D带有直观的粗糙度,表面形貌和台阶高度的测量软件。所有常见如ISO25178所规范的粗糙度参数都支持,也包括軟件功能用于形貌分析,如形状去除和波长过滤,都包含在基film3D软件。对于更进阶的功能,Filmetrics提供了我们的合作伙伴TrueGage的TrueMap软件可进一步处理film3D数据,这当然也与业界其他标准分析软件兼容。其他轮廓仪列为选备的功能已经是我们的标准配备为什么需要额外支付每位使用者所需要的功能?每film3D都已标配自动化X/Y平台包含tip/tilt功能。以我们的阶高标准片建立标准每film3D配备了一个10微米阶高标准片,可达%准确度。另我们还提供具有100nm,2微米以及4微米等多阶高标准片。*大视场Thefilm3D以10倍物镜优异地提供更宽广的2毫米视野,其数位变焦功能有助于缓解不同应用时切换多个物镜的需要。更进一步减少总体成本。在共焦图像中,通过多珍孔盘的操作滤除模糊细节(未聚焦),只有来自聚焦平面的光到达CCD相机。
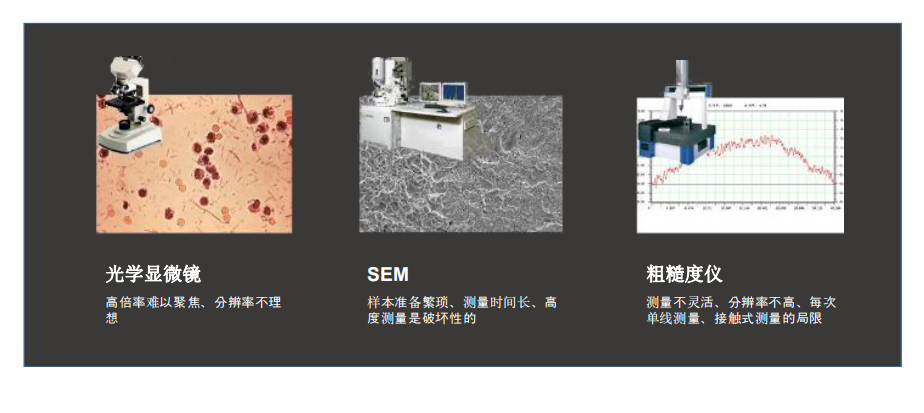
关于三坐标测量轮廓度及粗糙度三坐标测量机是不能测量粗糙度的,至于测量零件的表面轮廓,要视三坐标的测量精度及零件表面轮廓度的要求了,如果你的三坐标测量机精度比较高,但零件轮廓度要求不可,是可以用三坐标来代替的。一般三坐标精度都在2-3um左右,而轮廓仪都在2um以内,还有就是三坐标可以测量大尺寸零件的轮廓,因为它有龙门式三坐标和关节臂三坐标,而轮廓仪主要是用来测量一些小的精密零件轮廓尺寸的,加上粗糙度模块也可以测量粗糙度。表面三维微观形貌的测量方法非常丰富,通常可分为接触式和非接触式两种,其中以非接触式测量方法为主。白光干涉轮廓仪推荐型号
轮廓仪对载物台xy行程为140*110mm(可扩展),Z向测量范围ZUI大可达10mm。白光干涉轮廓仪推荐型号
如何正确使用轮廓仪准备工作1.测量前准备。2.开启电脑、打开机器电源开关、检查机器启动是否正常。3.擦净工件被测表面。测量1.将测针正确、平稳、可靠地移动在工件被测表面上。2.工件固定确认工件不会出现松动或者其它因素导致测针与工件相撞的情况出现3.在仪器上设置所需的测量条件。4.开始测量。测量过程中不可触摸工件更不可人为震动桌子的情况产生。5.测量完毕,根据图纸对结果进行分析,标出结果,并保存、打印。轮廓的角度处理:角度处理:两直线夹角、直线与Y轴夹角、直线与X轴夹角点线处理:两直线交点、交点到直线距离、交点到交点距离、交点到圆心距离、交点到点距离圆处理:圆心距离、圆心到直线的距离、交点到圆心的距离、直线到切点的距离线处理:直线度、凸度、LG凸度、对数曲线白光干涉轮廓仪推荐型号