商机详情 -
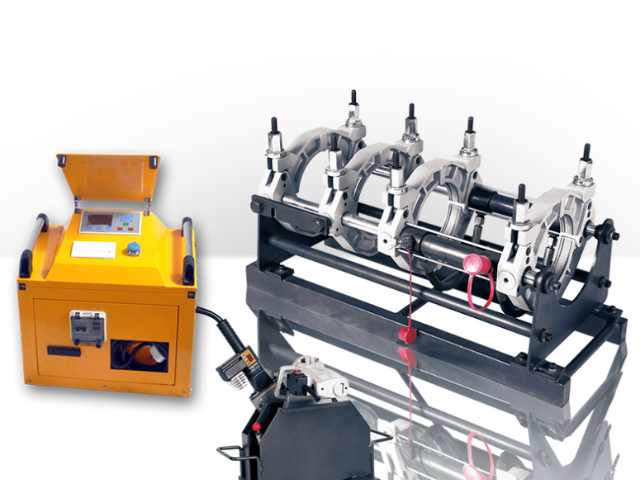
辽宁热熔焊接机
控制器:控制器是全自动多角度熔接机的“大脑”,负责整个设备的运行控制和逻辑管理。常见的控制器有可编程逻辑控制器(PLC)和工业计算机(IPC)。PLC 具有可靠性高、抗干扰能力强、编程简单等优点,适用于大多数常规的熔接控制任务;而 IPC 则具有更强的数据处理能力和图形化界面,适合复杂的工艺控制和人机交互要求较高的场合。控制器接收来自操作人员的指令和各种传感器的信号,按照预设的程序控制设备的各个环节动作,如加热时间、压力大小、移动速度等。需要品质热熔焊接机供应建议选择世旼伟德(无锡)机械制造有限公司!辽宁热熔焊接机
电子电器行业中的产品种类繁多,对熔接技术的要求也很高。例如,电路板上的元器件引脚需要与线路板进行可靠的连接,这就涉及到微小焊点的熔接。全自动多角度熔接机可以实现高精度的微小型熔接,确保焊点的质量和电气性能。同时,在一些大型家电产品的外壳制造中,也需要用到熔接技术,如空调室外机的壳体、洗衣机内筒等,全自动多角度熔接机可以根据产品设计的要求,在不同的角度进行熔接,使产品的外观更加美观大方。医疗器械行业对产品的质量和安全性要求极高。全自动多角度熔接机在该行业的应用主要体现在医疗器械的制造和组装过程中。例如,手术器械、医用导管、植入式医疗设备等,这些产品通常由多种材料制成,且需要在不同的角度进行精细的熔接。全自动多角度熔接机能够保证熔接部位的无菌、无毒、无刺激,并且具有良好的生物相容性和机械强度,满足医疗器械行业的严格标准。上海核电管道热熔焊接机定制需要品质热熔焊接机供应请选世旼伟德(无锡)机械制造有限公司!

加热系统是热熔焊接机的重心,其性能决定了材料的熔融质量。主要由加热元件、温度传感器与温控模块组成。加热元件通常采用镍铬合金电热丝或陶瓷加热片,功率根据设备大小从几百瓦到几十千瓦不等。例如,小型台式设备的加热功率一般为 0.5-2kW,而大型龙门式设备可达 10-30kW。温度控制是加热系统的关键,目前主流设备采用 PID(比例 - 积分 - 微分)控制算法,通过热电偶或热电阻实时检测加热元件温度,反馈至温控模块实现精确调节,温度控制精度可达 ±1-2℃。在高精度应用场景(如汽车零部件焊接)中,还可采用分区加热技术,将加热板划分为多个**控制区域,确保材料各部位均匀熔化。加热元件的表面处理也会影响焊接效果,例如采用特氟龙涂层可防止材料粘连,延长加热板的使用寿命;而镀镍处理则能提高热传导效率,减少热损失。
在当今竞争激烈的全球制造业格局中,企业为了在市场中占据有利地位,不断追求更高的生产效率、更低的成本以及更质优的产品。传统的熔接方式往往依赖大量的人工操作,不仅效率低下,而且难以保证熔接质量和一致性,尤其是在面对复杂形状和多角度的熔接需求时,更是面临着巨大的挑战。全自动多角度熔接机的出现,完美地解决了这些问题,它融合了先进的机械设计、自动控制技术、传感技术和材料科学,能够实现对各种工件在不同角度下的高精度、高效率熔接,成为现代精密制造领域不可或缺的关键设备。从汽车制造到航空航天,从电子设备到医疗器械,从日常消费品到大型基础设施建设,全自动多角度熔接机的应用越来越普遍,正深刻地改变着各个行业的生产方式和产品质量标准。需要品质热熔焊接机供应可选择世旼伟德(无锡)机械制造有限公司。

医疗器械生产:在医疗器械领域,热熔焊接机被用于制造一次性输液器、血袋等产品的密封焊接。其精确的焊接技术确保了医疗产品的安全性和可靠性。家电制造:家电产品中的许多塑料部件,如洗衣机排水管、空调外壳等,也离不开热熔焊接机的助力。高效的生产效率和稳定的焊接质量,为家电企业赢得了市场竞争的先机。 热熔焊接机以其高效、稳定的性能,在众多行业中发挥着越来越重要的作用。随着科技的不断进步和市场需求的日益增长,我们有理由相信,热熔焊接机将在未来的工业生产中占据更加重要的地位,为制造业的蓬勃发展注入新的活力。品质热熔焊接机供应就选世旼伟德(无锡)机械制造有限公司,需要电话联系我司哦!湖南国产热熔焊接机焊接方案
品质热熔焊接机供应选择世旼伟德(无锡)机械制造有限公司,有需要可以电话联系我司哦!辽宁热熔焊接机
工件准备与参数设置阶段:操作人员检查待焊接管道的外观(无裂纹、划伤)与规格(直径、壁厚符合设计要求),清理管道端面的油污、杂质。随后在设备触摸屏上选择 PE 管道对应的工艺参数,或手动设置:加热温度 220℃、加热时间 35s、预压力 0.15MPa、对接压力 0.6MPa、保压时间 25s、冷却时间 30s。设备自动检测参数合理性,若参数超出安全范围(如加热温度>250℃),则发出报警提示,需重新调整。管道夹紧与对齐阶段:将两根 PE 管道分别放入设备的固定夹具与移动夹具中,启动夹紧按钮,液压或机械夹紧系统自动施加夹紧力(通常 5-10kN),将管道牢固固定。随后设备的对齐系统通过激光位移传感器检测管道的同轴度,若同轴度偏差超过 0.2mm,PLC 控制系统驱动移动夹具微调,直至偏差控制在允许范围内(≤0.1mm)。此阶段需确保管道端面垂直于轴线,避免因对齐偏差导致后续加热不均匀。辽宁热熔焊接机