商机详情 -
安徽石油全自动热熔对接机国家标准
定期维护电气系统检查:每月至少进行一次电气系统检查。检查电线是否有破损、老化现象,接线端子是否松动。用万用表测量电气元件的电阻值和绝缘电阻,确保电气系统正常工作。同时,清理电气柜内的灰尘,保持良好的散热环境。传感器校准:每季度对设备上的温度传感器、压力传感器、位移传感器等进行校准。使用标准仪器对传感器进行比对测试,调整传感器的零点和量程,确保传感器测量的准确性。传感器的准确性直接影响到设备的控制精度,因此必须定期进行校准。机械部件检修:每半年对设备的机械部件进行全方面检修。检查熔接头的磨损情况,如有磨损严重的情况,应及时更换。检查移动机构的导轨和滑块是否有磨损和变形,必要时进行修复或更换。对传动皮带、链条等易损件进行检查,如有裂纹或松弛现象,应予以更换。全自动热熔焊机设备运行噪音低,改善作业环境,选世旼伟德。安徽石油全自动热熔对接机国家标准

电子电器行业中的产品种类繁多,对熔接技术的要求也很高。例如,电路板上的元器件引脚需要与线路板进行可靠的连接,这就涉及到微小焊点的熔接。全自动多角度熔接机可以实现高精度的微小型熔接,确保焊点的质量和电气性能。同时,在一些大型家电产品的外壳制造中,也需要用到熔接技术,如空调室外机的壳体、洗衣机内筒等,全自动多角度熔接机可以根据产品设计的要求,在不同的角度进行熔接,使产品的外观更加美观大方。医疗器械行业对产品的质量和安全性要求极高。全自动多角度熔接机在该行业的应用主要体现在医疗器械的制造和组装过程中。例如,手术器械、医用导管、植入式医疗设备等,这些产品通常由多种材料制成,且需要在不同的角度进行精细的熔接。全自动多角度熔接机能够保证熔接部位的无菌、无毒、无刺激,并且具有良好的生物相容性和机械强度,满足医疗器械行业的严格标准。安徽核电管道全自动热熔对接机定制需要品质全自动热熔对接机供应请选择世旼伟德(无锡)机械制造有限公司!
液压阀的性能直接影响液压系统的工作稳定性和控制精度,因此采用高精度、高可靠性的液压阀。液压油箱:液压油箱用于储存液压油,同时起到散热、沉淀杂质的作用。油箱的容量根据液压系统的流量和工作时间确定,油箱内设置有液位计、油温计等,便于操作人员监测液压油的液位和温度。液压油过滤器:液压油过滤器用于过滤液压油中的杂质,防止杂质进入液压阀、液压缸等元件,影响液压系统的正常工作。过滤器通常包括吸油过滤器、回油过滤器和高压过滤器,过滤精度根据液压元件的要求确定。液压油冷却器:液压油冷却器用于降低液压油的温度,防止液压油因温度过高而变质,影响液压系统的工作性能和使用寿命。冷却器通常采用风冷或水冷方式,根据设备的工作环境和发热情况选择合适的冷却方式。
在当今竞争激烈的全球制造业格局中,企业为了在市场中占据有利地位,不断追求更高的生产效率、更低的成本以及更质优的产品。传统的熔接方式往往依赖大量的人工操作,不仅效率低下,而且难以保证熔接质量和一致性,尤其是在面对复杂形状和多角度的熔接需求时,更是面临着巨大的挑战。全自动多角度熔接机的出现,完美地解决了这些问题,它融合了先进的机械设计、自动控制技术、传感技术和材料科学,能够实现对各种工件在不同角度下的高精度、高效率熔接,成为现代精密制造领域不可或缺的关键设备。从汽车制造到航空航天,从电子设备到医疗器械,从日常消费品到大型基础设施建设,全自动多角度熔接机的应用越来越普遍,正深刻地改变着各个行业的生产方式和产品质量标准。半自动全自动热熔焊接机选技术团队经验丰富,提供专业培训指导来世旼伟德。

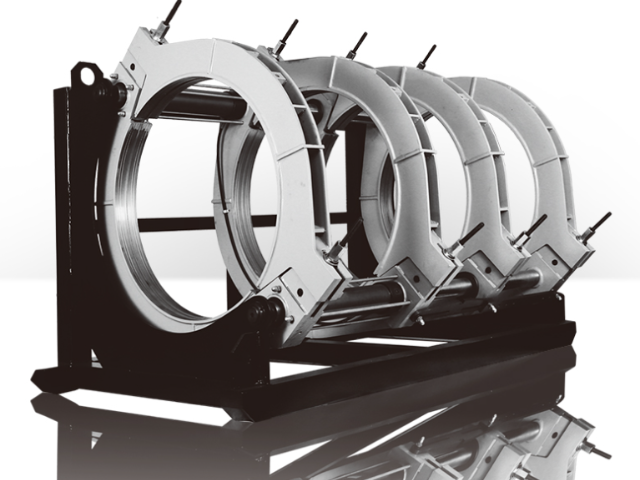
在燃气输送、给排水工程及农田灌溉等领域,热塑性管道的可靠连接是保障系统安全运行的重心环节。全自动热熔对接机作为管道焊接的关键设备,通过精密控制温度、压力与时间参数,实现了管材端面的熔融对接,其焊接强度可达管材本体强度的90%以上。随着材料科学与自动化技术的深度融合,全自动热熔对接机已从传统机械控制迈向智能化时代,成为现代管道工程中不可或缺的“工业缝合机”。早期热熔对接机以手动/半自动为主,依赖操作人员经验控制焊接参数。例如,手动机型需通过电磁换向阀控制油缸运动,加热板温度采用机械式温控表调节,误差可达±10℃。这种设备在焊接过程中易受人为因素干扰,导致卷边不均、虚焊等问题。典型案例显示,某燃气管道工程因操作人员未及时调整压力,导致30%焊口在压力测试中泄漏,直接经济损失超百万元。品质全自动热熔对接机供应就选择世旼伟德(无锡)机械制造有限公司,需要可以电话联系我司哦!安徽塑料管全自动热熔对接机制造商
需要品质全自动热熔对接机供应可以选世旼伟德(无锡)机械制造有限公司!安徽石油全自动热熔对接机国家标准
端面铣削阶段:管道对齐后,启动铣削装置,利用高速旋转的铣刀对两根管道的端面进行铣削加工。铣削的目的是去除管道端面的氧化层、杂质以及切割时产生的毛刺,使管道端面达到平整、光滑、垂直于管道轴线的要求。铣削过程中,设备会自动控制铣刀的进给速度和切削深度,确保铣削后的端面粗糙度符合工艺标准(一般 Ra 值不超过 3.2μm)。铣削完成后,移开铣刀,此时需注意保持管道端面的清洁,避免二次污染。加热熔融阶段:将加热板移动到两根管道之间,使加热板的两个加热面分别与两根管道的端面紧密接触。加热板采用电加热方式,内置高精度的温度传感器和加热元件,可将加热温度精确控制在塑料管道的熔融温度范围内(例如 PE 管道的加热温度通常为 200-230℃)。同时,设备会施加一定的预压力,使管道端面与加热板充分贴合,确保加热均匀。在加热过程中,控制系统会实时监测加热温度和加热时间,当加热时间达到规定值,管道端面的塑料充分熔融,形成一定厚度的熔融层(通常为管道壁厚的 1/3-1/2)时,加热阶段结束。安徽石油全自动热熔对接机国家标准