商机详情 -
重庆半自动全自动热熔对接机
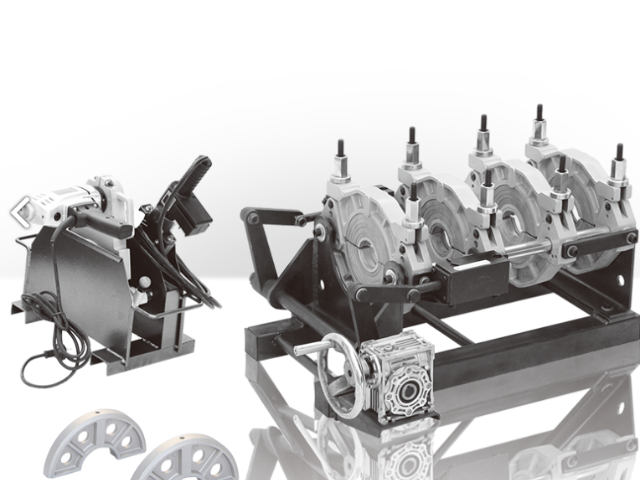
铣削系统用于对管道端面进行铣削加工,去除氧化层、杂质和毛刺,使管道端面达到平整、光滑的要求。铣削系统主要由铣刀、铣刀驱动电机、铣刀进给机构等组成。铣刀:铣刀采用高速钢或硬质合金材料制成,根据管道的材质和直径选择不同类型的铣刀(如平面铣刀、成型铣刀等)。铣刀的刀刃经过精密磨削加工,具有锋利的切削刃和良好的耐磨性,确保铣削后的管道端面质量符合要求。铣刀驱动电机:铣刀驱动电机通常采用变频调速电机,可根据管道的材质和壁厚调节铣刀的转速(一般转速范围为 500-2000r/min)。变频调速电机具有转速稳定、调速范围广、能耗低等优点,可确保铣削过程的平稳性和高效性。铣刀进给机构:铣刀进给机构用于控制铣刀的进给速度和切削深度,通常采用液压或伺服电机驱动。进给机构的精度直接影响铣削后的端面平整度和粗糙度,因此采用高精度的传动机构和控制方式,确保进给速度均匀,切削深度精确。品质全自动热熔对接机供应,就选世旼伟德(无锡)机械制造有限公司,需要的话可以电话联系我司哦!重庆半自动全自动热熔对接机

随着现代制造业对产品质量、生产效率及生产灵活性要求的不断提高,全自动多角度熔接机作为一种先进的连接设备,凭借其高度自动化、多角度精细熔接的能力,在众多领域展现出***的性能优势。在当今竞争激烈的全球制造业格局中,企业为了在市场中占据有利地位,不断追求更高的生产效率、更低的成本以及更质优的产品。传统的熔接方式往往依赖大量的人工操作,不仅效率低下,而且难以保证熔接质量和一致性,尤其是在面对复杂形状和多角度的熔接需求时,更是面临着巨大的挑战。四川半自动全自动热熔对接机厂家品质全自动热熔对接机供应就选世旼伟德(无锡)机械制造有限公司,需要的话可以电话联系我司哦!

只需简单设置参数,机器即可自动完成焊接任务,提高了工作效率。同时,机器的高精度系统确保了焊接质量的稳定性和可靠性,减少了人为因素导致的焊接问题。全自动热熔焊接机在操作上极为简单。用户无需具备焊接技能,只需通过简单的培训,就能轻松掌握机器的操作方法。机器的智能界面设计直观易懂,使得操作人员能够迅速上手。此外全自动热熔焊接机还配备了智能故障诊断系统,一旦出现故障,系统能够自动检测并提示故障原因,降低了维护难度,提高了设备的使用便捷性。
电子电器行业中的产品种类繁多,对熔接技术的要求也很高。例如,电路板上的元器件引脚需要与线路板进行可靠的连接,这就涉及到微小焊点的熔接。全自动多角度熔接机可以实现高精度的微小型熔接,确保焊点的质量和电气性能。同时,在一些大型家电产品的外壳制造中,也需要用到熔接技术,如空调室外机的壳体、洗衣机内筒等,全自动多角度熔接机可以根据产品设计的要求,在不同的角度进行熔接,使产品的外观更加美观大方。医疗器械行业对产品的质量和安全性要求极高。全自动多角度熔接机在该行业的应用主要体现在医疗器械的制造和组装过程中。例如,手术器械、医用导管、植入式医疗设备等,这些产品通常由多种材料制成,且需要在不同的角度进行精细的熔接。全自动多角度熔接机能够保证熔接部位的无菌、无毒、无刺激,并且具有良好的生物相容性和机械强度,满足医疗器械行业的严格标准。需要品质全自动热熔对接机供应请选世旼伟德(无锡)机械制造有限公司!
在包装行业中,塑料容器和软管的生产离不开熔接技术。全自动多角度熔接机可以用于塑料瓶口的封口、软管接头的连接等。通过精确的温度控制和压力调节,可以实现高质量的熔接效果,确保包装容器的密封性和卫生性。而且,该设备还可以根据不同的包装设计和生产需求,灵活调整熔接角度和方式,提高生产效率和产品多样性。在建筑工程行业中,全自动多角度熔接机主要用于塑料管材和管件的连接。例如,给排水管道、燃气管道、地暖管道等,这些管道系统需要在施工现场进行快速的安装和连接。全自动多角度熔接机可以根据管道的实际铺设情况,在不同的角度进行熔接,操作简单方便,施工效率高。同时,它还可以提高管道连接的质量和密封性,减少漏水和漏气的风险,保障建筑工程的安全运行。品质全自动热熔对接机供应,选世旼伟德(无锡)机械制造有限公司,有需要电话联系我司哦。辽宁燃气管道全自动热熔对接机
品质全自动热熔对接机供应,选世旼伟德(无锡)机械制造有限公司,需要可以电话联系我司哦!重庆半自动全自动热熔对接机
对接施压阶段:加热阶段完成后,设备迅速移开加热板(移开时间通常控制在 10 秒以内,以减少熔融层的冷却),随后启动移动夹具,使两根管道的熔融端面快速对接,并施加规定的对接压力。对接压力的大小需根据管道的材质、直径、壁厚等参数确定,一般为预压力的 2-3 倍。在对接压力的作用下,两根管道的熔融层充分融合,形成一个整体。同时,设备会控制对接的推进速度,确保熔融层在压力作用下均匀流动,避免产生气泡、空缺等缺陷。对接施压阶段是形成高质量接头的关键,压力和推进速度的控制精度直接影响接头的强度和密封性。保压冷却阶段:对接施压完成后,保持对接压力不变,进入保压冷却阶段。在冷却过程中,熔融的塑料逐渐固化,形成牢固的对接接头。冷却时间根据管道的材质、壁厚、环境温度等因素确定,通常为几分钟到几十分钟不等。在冷却过程中,严禁对管道或接头施加外力,以免影响接头的固化质量。设备的控制系统会实时监测冷却时间,当冷却时间达到规定值后,自动卸除对接压力,松开夹具,完成整个热熔对接过程。重庆半自动全自动热熔对接机