商机详情 -
上海塑料热熔焊接机厂家
日常维护清洁:每天工作结束后,应对设备进行全方面的清洁。使用干净的布擦拭设备表面的灰尘和油污,特别是熔接头、工作台和移动导轨等部位。对于顽固的污渍,可以使用适量的清洁剂进行清洗,但要注意避免清洁剂进入设备的电气部分。润滑:定期检查设备的润滑系统,确保各个润滑点有足够的润滑油。按照设备的使用手册要求,添加规定的润滑油品种和数量。对于一些关键的传动部件,如丝杠、齿轮等,要特别注意润滑情况,必要时可以进行拆卸清洗和重新涂抹润滑油脂。检查紧固件:经常检查设备上的螺栓、螺母等紧固件是否松动。特别是在设备运行过程中受到振动的部位,更要重点关注。如有松动现象,应及时拧紧,防止因紧固件松动导致的设备故障或安全事故。品质热熔焊接机供应就选世旼伟德(无锡)机械制造有限公司,需要请电话联系我司哦!上海塑料热熔焊接机厂家

加热系统是热熔焊接机的重心,其性能决定了材料的熔融质量。主要由加热元件、温度传感器与温控模块组成。加热元件通常采用镍铬合金电热丝或陶瓷加热片,功率根据设备大小从几百瓦到几十千瓦不等。例如,小型台式设备的加热功率一般为 0.5-2kW,而大型龙门式设备可达 10-30kW。温度控制是加热系统的关键,目前主流设备采用 PID(比例 - 积分 - 微分)控制算法,通过热电偶或热电阻实时检测加热元件温度,反馈至温控模块实现精确调节,温度控制精度可达 ±1-2℃。在高精度应用场景(如汽车零部件焊接)中,还可采用分区加热技术,将加热板划分为多个**控制区域,确保材料各部位均匀熔化。加热元件的表面处理也会影响焊接效果,例如采用特氟龙涂层可防止材料粘连,延长加热板的使用寿命;而镀镍处理则能提高热传导效率,减少热损失。河南半自动热熔焊接机厂家品质热熔焊接机供应,就选世旼伟德(无锡)机械制造有限公司,需要可以电话联系我司哦!
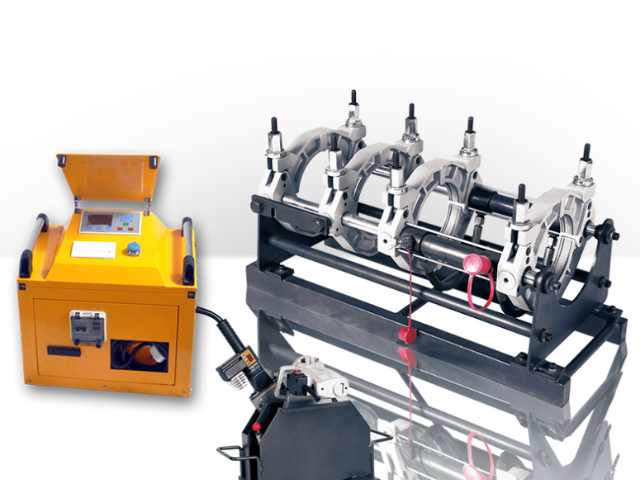
辅助机构包括工作台、夹具、冷却系统等,虽不直接参与加热与加压,但对焊接精度与效率影响明显。工作台需具备足够的刚性,避免焊接过程中产生变形,大型设备的工作台还可配备导轨,实现工件的自动送料与定位。夹具用于固定待焊工件,需根据工件形状设计,采用模块化结构可提高设备的通用性。例如,管道焊接机的夹具可更换不同规格的卡盘,适应直径 50-630mm 的管道;而汽车零部件焊接机则采用定制化夹具,定位精度可达 ±0.02mm。冷却系统在大型设备或连续生产中尤为重要,通过水冷或风冷方式降低加热元件与机身温度,避免设备因过热影响性能。例如,长时间运行的龙门式设备需配备水冷系统,流量控制在 5-10L/min,进水温度≤30℃,确保加热板温度稳定。
待熔接的材料在受到足够的热量作用后,逐渐从固态转变为液态。在这个过程中,材料的分子运动加剧,原子间的结合力减弱,使得原本分离的材料表面能够相互浸润和扩散。对于同种材料的熔接,两侧材料在熔化状态下充分混合,形成一个均匀的熔池,随后在冷却凝固过程中,重新形成牢固的结合。而对于异种材料的熔接,需要考虑两种材料的物理化学性质差异,如熔点、热膨胀系数、相容性等。此时,合适的中间层材料或特殊的工艺措施可能会被采用,以促进异种材料之间的良好结合,确保熔接接头具有足够的强度和稳定性。品质热熔焊接机供应,就选世旼伟德(无锡)机械制造有限公司,需要电话联系我司哦。
定期维护电气系统检查:每月至少进行一次电气系统检查。检查电线是否有破损、老化现象,接线端子是否松动。用万用表测量电气元件的电阻值和绝缘电阻,确保电气系统正常工作。同时,清理电气柜内的灰尘,保持良好的散热环境。传感器校准:每季度对设备上的温度传感器、压力传感器、位移传感器等进行校准。使用标准仪器对传感器进行比对测试,调整传感器的零点和量程,确保传感器测量的准确性。传感器的准确性直接影响到设备的控制精度,因此必须定期进行校准。机械部件检修:每半年对设备的机械部件进行全方面检修。检查熔接头的磨损情况,如有磨损严重的情况,应及时更换。检查移动机构的导轨和滑块是否有磨损和变形,必要时进行修复或更换。对传动皮带、链条等易损件进行检查,如有裂纹或松弛现象,应予以更换。需要品质热熔焊接机供应建议选世旼伟德(无锡)机械制造有限公司。河南半自动热熔焊接机厂家
需要品质热熔焊接机供应可以选世旼伟德(无锡)机械制造有限公司!上海塑料热熔焊接机厂家
热传递原理:热熔焊接的热量传递主要通过传导方式实现,即加热元件(如加热板、加热头)将电能转化为热能,热量通过直接接触传递至工件接触面。根据傅里叶热传导定律,热量传递速率与加热元件和工件的接触面积、温度差、材料导热系数成正比,与工件厚度成反比。例如,在 PE 管道热熔对接中,加热板(温度 200-230℃)与管道端面(初始温度为环境温度,通常 20-30℃)接触后,热量快速传导至管道内部,使接触面材料温度逐渐升高至熔融温度。设备通过 PID(比例 - 积分 - 微分)温控算法,实时调整加热功率,确保加热元件温度稳定在设定范围,避免因温度过高导致材料碳化,或温度过低导致熔融不充分。同时,加热时间需根据工件壁厚计算,通常遵循 “壁厚每增加 1mm,加热时间增加 1-2s” 的经验公式,确保热量传递至足够深度,形成均匀的熔融层(厚度通常为壁厚的 1/3-1/2)。上海塑料热熔焊接机厂家