商机详情 -
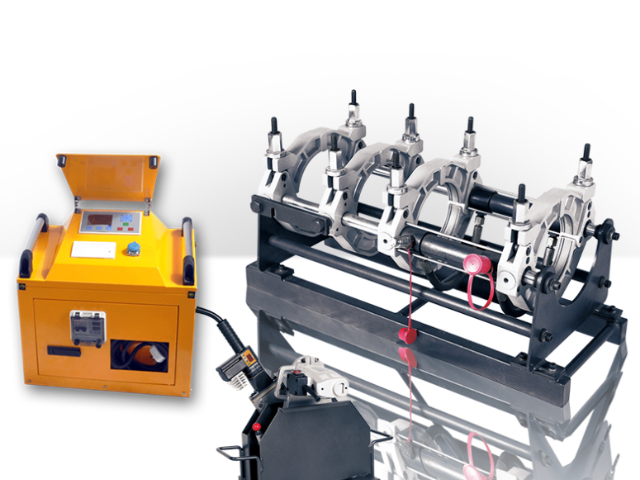
四川核电管道全自动热熔对接机厂家
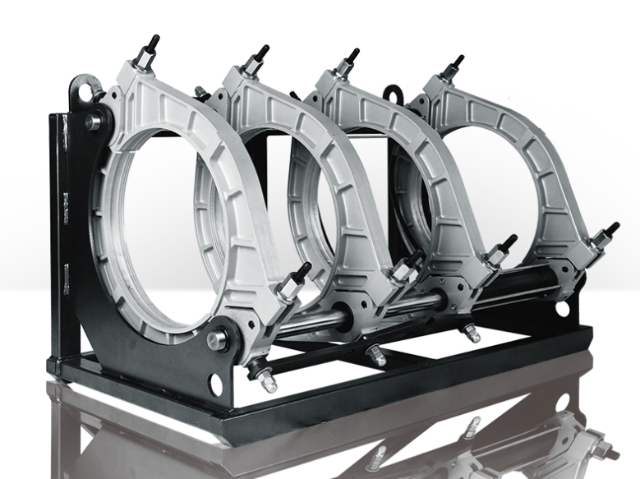
管道夹紧与对齐阶段:首先将待连接的两根塑料管道分别固定在设备的固定夹具和移动夹具上。设备的夹紧系统采用液压或机械夹紧方式,确保管道在后续操作中不会发生位移。随后,对齐系统通过高精度的导向机构和位移传感器,调整两根管道的同轴度,使管道的端面完全对齐,偏差控制在规定范围内(通常不超过 0.1mm)。这一步是保证对接质量的基础,若管道对齐偏差过大,会导致后续加热不均匀,对接接头出现应力集中,影响使用寿命。端面铣削阶段:管道对齐后,启动铣削装置,利用高速旋转的铣刀对两根管道的端面进行铣削加工。铣削的目的是去除管道端面的氧化层、杂质以及切割时产生的毛刺,使管道端面达到平整、光滑、垂直于管道轴线的要求。铣削过程中,设备会自动控制铣刀的进给速度和切削深度,确保铣削后的端面粗糙度符合工艺标准(一般 Ra 值不超过 3.2μm)。铣削完成后,移开铣刀,此时需注意保持管道端面的清洁,避免二次污染。需要品质全自动热熔对接机供应请选世旼伟德(无锡)机械制造有限公司。四川核电管道全自动热熔对接机厂家
加热系统用于对管道端面进行加热熔融,是热熔对接过程中的重心系统之一。加热系统主要由加热板、温度控制系统、加热板移动机构等组成。加热板:加热板采用质优铝合金材料制成,内部镶嵌多组电加热元件(如电热管、电热膜等),加热板的表面经过精密加工,确保加热面的平整度和光洁度。加热板的尺寸根据设备的比较大适用管道直径确定,通常可覆盖多种直径的管道。同时,加热板内置多组温度传感器,可实时监测加热板不同区域的温度,确保加热温度均匀。温度控制系统:温度控制系统由温度控制器、温度传感器、加热元件等组成,采用 PID(比例 - 积分 - 微分)控制算法,可将加热温度精确控制在设定范围内(温度控制精度通常为 ±2℃)。温度控制器具有温度设定、温度显示、超温报警等功能,操作人员可根据管道的材质设置相应的加热温度。当加热温度超过设定范围时,温度控制系统会自动切断加热电源,并发出报警信号,确保设备和操作人员的安全。加热板移动机构:加热板移动机构用于将加热板移动到管道端面之间或从管道端面之间移开,通常采用液压或气动驱动方式。移动机构的动作速度快、定位精度高,可确保加热板在规定时间内准确到位,减少熔融层的冷却时间,提高对接质量。重庆半自动全自动热熔对接机行业标准品质全自动热熔对接机供应,选世旼伟德(无锡)机械制造有限公司,需要可以电话联系我司哦。

加热板温度控制是焊接质量的关键。现代设备采用以下技术保障精度:PTFE防粘涂层:加热板表面覆盖聚四氟乙烯涂层,耐温达260℃且不粘附熔融塑料,确保端面平整。分区**控温:大型加热板(如630mm口径机型)划分为3-5个温控区,通过热电偶实时反馈温度,消除局部过热或欠温现象。快速弹起结构:加热板完成加热后,通过气缸或电机驱动自动弹出,切换时间≤3秒,减少温度损失。例如,八达机型在225℃加热完成后,弹出过程温度下降只2-3℃,远优于行业标准的≤5℃。
随着微电子技术的发展,半自动机型引入电子温控器与液压动力单元,实现温度梯度控制与压力快速响应。例如,德瑞宝机型采用PID算法将温度精度提升至±3℃,加热板弹出时间缩短至1.5-3.5秒,减少温度损失。此阶段设备开始具备数据记录功能,可存储2000条焊接参数,为质量追溯提供依据。环境自适应:通过温度传感器实时监测环境温度,自动调整加热时间与压力曲线。例如,在-10℃低温环境下,设备自动延长加热时间20%并提高压力0.5MPa,确保熔融充分。参数智能推荐:内置数据库涵盖PE80/PE100等材质、110-315mm口径、SDR11/17/26等系列的600组标准参数,操作人员只需输入管径与材质即可自动生成工艺文件。过程全监控:采用压力传感器与位移传感器实时监测焊接压力、卷边高度与冷却时间,异常时立即报警并终止焊接。例如,某市政供水工程中,设备因检测到压力波动超限自动中断焊接,避免了一起潜在的质量事故。需要品质全自动热熔对接机供应请选择世旼伟德(无锡)机械制造有限公司!
准备工作工件安装:操作人员将待熔接的工件放置在工作台上,并根据工件的形状和尺寸选择合适的定位夹具进行装夹。确保工件的位置准确无误,并且各个熔接部位都能够方便地被熔接头访问。参数设置:根据工件的材料、厚度、熔接要求等因素,在控制器的操作界面上设置相应的工艺参数,如加热温度、加热时间、压力大小、保压时间、冷却时间等。这些参数可以通过以往经验的积累或试验来确定,以达到比较好的熔接效果。设备自检:在正式开始熔接之前,设备会自动进行一系列的自检程序,检查各个系统是否正常工作。包括电气系统的电压、电流检测,机械系统的限位开关、急停按钮测试,传感器的信号检测等。如果发现任何异常情况,设备会发出报警提示,提醒操作人员进行检查和维修。需要品质全自动热熔对接机供应建议选世旼伟德(无锡)机械制造有限公司。山东PVDF全自动热熔对接机
需要品质全自动热熔对接机供应可以选世旼伟德(无锡)机械制造有限公司。四川核电管道全自动热熔对接机厂家
全自动热熔对接机的结构复杂,集成了机械、液压、电气、控制等多个系统,各系统协同工作,确保设备的稳定运行和对接质量的可靠性。其主要结构组成包括机身框架、夹紧系统、对齐系统、铣削系统、加热系统、液压系统、电气控制系统以及辅助系统等。机身框架是设备的基础支撑结构,主要由质优钢材焊接而成,具有足够的强度和刚度,以承受设备在工作过程中产生的夹紧力、对接压力等载荷,确保设备的稳定性和精度。机身框架的设计需考虑设备的整体布局,合理安排各系统的安装位置,便于操作和维护。同时,框架表面通常采用喷涂处理,具有良好的防锈、耐腐蚀性能,适应不同的工作环境(如户外施工现场、化工车间等)。四川核电管道全自动热熔对接机厂家