商机详情 -
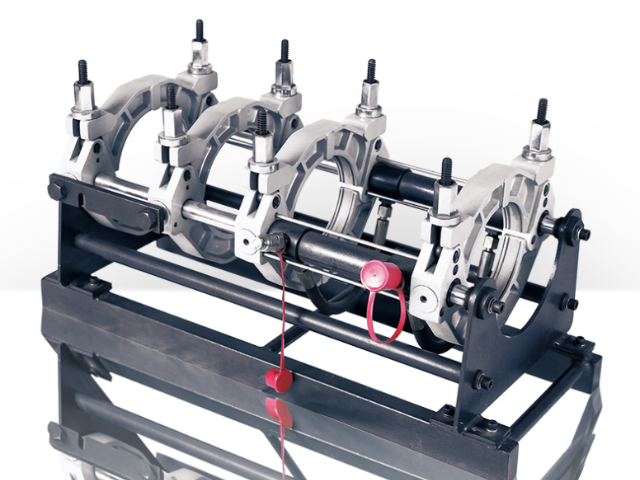
上海专业热熔焊接机定制
热熔焊接机:高效稳定的焊接利器 在当今的工业生产领域,焊接技术扮演着举足轻重的角色。随着科技的不断进步,焊接设备也在日新月异地更新换代。其中,热熔焊接机以其高效稳定的特点,逐渐成为众多行业中的焊接利器。本文将对热熔焊接机进行详细介绍,帮助您了解这一先进的焊接设备。 热熔焊接机的基本原理 热熔焊接机是一种利用热能将塑料材料加热至熔融状态,再通过一定的压力使其紧密结合的焊接设备。其工作原理简单而高效:通过加热元件对焊接部位进行快速加热,使材料达到熔融点。品质热熔焊接机供应,选世旼伟德(无锡)机械制造有限公司,有需要可以电话联系我司哦!上海专业热熔焊接机定制

热熔焊接机以其高效、精确、环保的优势,正逐渐成为现代工业制造中不可或缺的一部分。它不仅能够提升产品质量和生产效率,还能帮助企业降低能耗和成本,实现可持续发展。随着技术的不断进步和市场需求的增长,相信热熔焊接机将在未来工业制造领域发挥更加重要的作用。 在当今这个竞争激烈的市场环境中,选择一台高性能的热熔焊接机,无疑是企业提升竞争力、实现产业升级的明智之举。让我们共同期待,热熔焊接技术在未来能够带来更多的创新和突破,为工业制造领域注入新的活力。河南PE管热熔焊接机焊接方案需要品质热熔焊接机供应可以选择世旼伟德(无锡)机械制造有限公司。

加热熔融阶段:加热板在驱动机构带动下,移动至两根管道之间,使加热板的两个加热面分别与管道端面接触。同时,设备施加预压力 0.15MPa,确保管道端面与加热板紧密贴合,避免出现间隙影响热量传递。加热系统开始工作,通过加热板内置的 PT100 温度传感器实时监测温度,当温度达到 220℃后,保持 35s 的加热时间。在此过程中,PLC 通过 PID 算法调整加热功率,确保加热板各区域温度偏差≤2℃,管道端面逐渐形成厚度约 3.5mm 的熔融层(约为壁厚的 1/3)。对接施压阶段:加热时间结束后,加热板以 100-150mm/s 的速度快速移开(移开时间≤5s,减少熔融层冷却),同时移动夹具在伺服电机驱动下,以 0.3-0.5mm/s 的速度推动管道向固定管道移动。当两管道的熔融端面接触后,设备逐步将压力提升至 0.6MPa,并保持该压力 10s,使熔融层充分流动、融合,排出气泡与杂质,形成连续的焊接接头。压力传感器实时反馈压力数据,若压力波动超过 ±0.05MPa,控制系统自动调整液压阀开度,稳定压力。
压力协同原理:在热熔焊接过程中,压力的施加分为预压力、对接压力与保压三个阶段,不同阶段的压力作用不同,且需与温度、时间协同控制。预压力阶段(加热前),施加较小压力(通常 0.1-0.2MPa),使工件端面与加热板紧密接触,确保热量均匀传递;对接压力阶段(加热后),施加较大压力(通常 0.3-1MPa),推动两个工件的熔融层融合,排出熔融层中的气泡与杂质,形成致密的接头;保压阶段(对接后),保持一定压力(通常为对接压力的 80%),直至熔融层冷却固化,防止因材料收缩导致接头出现缝隙或凹陷。压力的大小需根据材料的熔融黏度、工件壁厚确定,例如薄壁塑料件(壁厚≤3mm)对接压力通常为 0.1-0.3MPa,厚壁工业管道(壁厚≥20mm)对接压力可达 1-3MPa,避免压力过大导致工件变形或熔融材料过度挤出。品质热熔焊接机供应,选世旼伟德(无锡)机械制造有限公司,有需要可以电话联系我司哦。
冷却阶段:保持一定的压力,让焊接接头在冷却过程中逐渐固化。待冷却完成后,松开压力,取出焊接好的产品。热熔焊接机的选购与维护 在选购热熔焊接机时,应关注其品牌信誉、技术性能、售后服务等方面。同时,根据实际需求选择合适的型号和规格。在使用过程中,应定期对热熔焊接机进行清洁和保养,以确保其长期稳定运行。 热熔焊机以其高效、稳定的特点,在现代工业生产中发挥着越来越重要的作用。随着技术的不断进步和应用领域的拓展,相信热熔焊接机将会为更多行业带来变革。品质热熔焊接机供应,选择世旼伟德(无锡)机械制造有限公司,有需要可以联系我司哦!上海全自动热熔焊接机制造商
品质热熔焊接机供应,就选世旼伟德(无锡)机械制造有限公司,需要的话可以电话联系我司哦!上海专业热熔焊接机定制
分子融合原理:当工件接触面温度达到熔融温度后,热塑性材料的分子链运动加剧,分子间的作用力减弱,材料从固态转变为黏流态,形成熔融层。此时施加对接压力,会促使两个工件的熔融层相互挤压、流动,打破分子间的界面,使不同工件的分子链相互渗透、扩散,形成分子层面的结合。分子融合的程度取决于熔融温度、压力与保压时间:温度过高会导致分子链断裂,降低接头强度;压力不足会导致熔融层接触不充分,分子扩散受阻;保压时间过短则分子尚未充分结合,冷却后易出现接头缺陷。例如,PPR 管道焊接时,需将温度控制在 240-260℃,对接压力控制在 0.3-0.5MPa,保压时间根据壁厚确定(如壁厚 5mm 时保压时间 10s),确保分子充分融合,接头拉伸强度不低于管材本体强度的 80%。上海专业热熔焊接机定制