标签列表 - 汕尾市栢科金属表面处理有限公司
-
 双极等离子电极铂铱丝采购
双极等离子电极铂铱丝采购皮肤科的等离子刀主要用于皮肤病变切除、血管瘤治辽、疤痕修复和除皱紧肤等美容项目。等离子皮肤治辽的工作原理与手术消融略有不同——点阵等离子(Fractional Plasma)技术通过在皮肤表面产生微等离子点阵,每个微点的能量作用于皮肤形成微小热损伤区,刺激皮肤重建和胶原再生,在去疤、缩小毛孔和皮肤紧致方面取得了一定临床效果。在皮肤病变治辽中,等离子刀可用于去除良性皮肤瘤(脂溢性角化、汗管瘤)、色素痣的外科处理(替代手术刀进行精细切割),以及尖锐湿疣等病毒疣的电灼治辽。铂铱电极在皮肤领域的刀头形式以点状或短棒状为主,消融深度通过作用时间精确控制——约0.1mm至0.5mm的消融深度可精确至表皮和...
发布时间:2026.06.09 -
 关节镜手术等离子电极铂铱合金批发
关节镜手术等离子电极铂铱合金批发等离子刀电极的绝缘安全性能直接关系到手术的电气安全,是产品注册检验和出厂检验的必检项目。绝缘电阻测试测量手柄内各带电部件与外壳(操作者接触部分)之间的绝缘电阻,在标准大气条件(温度23±2°C,相对湿度50%±10%)下使用500V DC兆欧表测量,合格标准通常为≥100 MΩ(具体限值参照IEC 60601-1对应条款)。介电强度测试(也称为击穿电压测试)则检验绝缘材料在更高电压下的耐受能力——对电极手柄施加规定的交流试验电压(通常为额定电源电压的1500V或产品技术要求规定的更高值)持续1分钟,观察是否发生击穿或闪络,此测试应在绝缘电阻测试合格后方可进行,以免在已存在绝缘缺陷的情况下施加过...
发布时间:2026.06.08 -
 铂铱合金等离子电极出厂价
铂铱合金等离子电极出厂价等离子刀电极尖头处的尺寸规格直接决定消融通道的宽度、消融效率和目标组织的精确性,是产品设计中**重要的几何参数。不同临床应用对尖头处尺寸的需求差异极大:耳鼻喉科鼻甲消融用的电极尖头处直径通常在0.4mm至0.8mm之间,长度3mm至5mm,细小的尖头处提供精确的消融控制,适合鼻甲黏膜下组织的选择性消融;骨科椎间盘消融用的电极尖头处直径稍大(0.8mm至1.2mm),需要更长的有效消融长度(5mm至10mm)以覆盖椎间盘髓核的消融范围;泌尿外科前列腺消融的电极则可能需要更大的消融半径,电极尖头处或刀头面积相应增大。在一次性耗材设计中,尖头处尺寸的公差通常控制在±0.05mm以保证批内一致性——过...
发布时间:2026.06.08 -
 铂铱 25 合金等离子电极定制
铂铱 25 合金等离子电极定制激光焊接是连接等离子刀手柄内部铂铱丝电极与导线的关键工艺,其接头质量直接关系到电气连接的可靠性和手柄的整体安全等级。激光焊接的优势在于:热输入高度集中、热影响区极窄、焊接变形小、且无需额外的焊接填充材料。对于铂铱合金与铜导线的异种金属焊接,激光焊接需要在工艺参数上进行精确优化——主要挑战在于两种金属的熔点、热导率和激光吸收率差异较大。铂(吸收率约20%,Nd:YAG激光1064nm波长)的热导率较高(71 W/m·K),而铜的吸收率极低(<5%)但热导率极高(400 W/m·K),铜侧的热量快速扩散导致焊缝区域的温度梯度极大,容易产生未熔合缺陷。优化的工艺策略包括:预热铜导线以缩小温度梯度;采...
发布时间:2026.06.06 -
Pt75Ir25 等离子电极保质期
经皮等离子椎间盘消融术(nucleoplasty/coblation)是治辽包容性椎间盘突出症和盘源性腰痛的微创治辽手段,通过等离子刀电极在髓核组织内建立多个消融通道,降低椎间盘内压力从而减轻对神经根的压迫。手术在局麻和透shi引导下进行,电极经皮穿刺进入椎间盘中心(通常从后外侧入路进入),在髓核内做2至6个消融通道,消融范围约2mm至3mm直径,每个通道消融时间约10至15秒。椎间盘消融对电极的要求有别于软组织消融——髓核组织的含水量低于软骨和肌肉,消融电阻相对较高,电极需要能够在较高阻抗负载下维持稳定的等离子放电;此外,髓核内操作空间狭小,电极尖头处需要具备足够的刚性和尖锐度以穿透纤维环进...
发布时间:2026.06.06 -
 Pt90Ir10 等离子电极重量
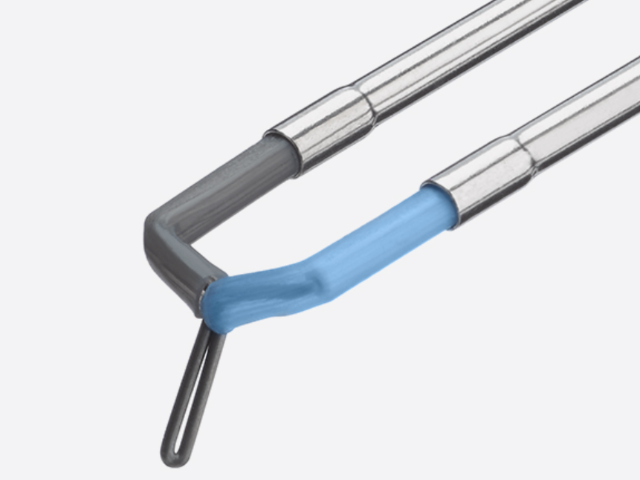
Pt90Ir10 等离子电极重量等离子刀技术在泌尿外科的应用主要包括经尿道前列腺切除术(TURP)和前列腺汽化术(TVP),是***良性前列腺增生(BPH)的主流微创手术方式之一。与传统单极电刀TURP相比,双极等离子前列腺切除术(B-TURP)具有明显的安全性优势:双极回路将电流限制在电极与回路电极之间的局部区域,无需通过患者身体的远端回路(负极板),彻底消除了电流经躯干组织的意外灼伤风险(尤其是安装心脏起搏器或除颤器患者的手术禁忌较大的放宽);此外,术中使用的生理盐水作为冲洗液而非甘露醇溶液,避免了传统TURP中因冲洗液吸收导致的低钠血症(TUR综合征)的发生。双极等离子电极(刀头)通常采用柱状、滚轮状或钩状等多种形态,...
发布时间:2026.06.05 -
 高纯度铂铱合金等离子电极材料加工
高纯度铂铱合金等离子电极材料加工铂铱合金显尖材料的化学成分验证是确保产品安全性和性能一致性的关键环节。发射光谱分析(OES)是医疗级铂铱合金来料检验的主流方法,能够在5分钟内完成样品中铂、铱及主要杂质元素的定量分析,检出限对关键杂质(Fe、Ni、Cu、Al等)可达10 ppm级别。对于更高灵敏度的杂质痕量分析需求,质谱法(ICP-MS)可将检出限推至ppb级。X射线荧光光谱(XRF)是一种无损快速筛查手段,可直接对成品电极进行成分初筛,无需取样破坏,但精度(通常±0.5%***含量)低于OES,通常用于来料确认而非**终判定。贵金属合金的样品制备(取样方法)需要特别规范——从锭坯或丝材上取样时应避免氧化层和表面污染的干扰,标...
发布时间:2026.06.05 -
 腹腔镜手术等离子电极铂铱材料采购
腹腔镜手术等离子电极铂铱材料采购等离子刀铂铱电极的表面处理技术对消融性能和长期稳定性有不可忽视的影响,常见的处理方案包括电解抛光和功能镀层。电解抛光在精密医疗器械领域应用***,其原理是金属表面在电解液中作为阳极时,微观凸起处的电流密度高于凹处,凸起优先溶解,从而实现表面整平。电解抛光后铂铱电极的表面粗糙度Ra可从原始机械加工的0.2μm降至0.02μm至0.05μm,表面光洁度的大幅提升带来两方面好处:粗糙度降低减少了消融过程中组织残渣的粘附,改善了消融通道的清洁度和可视性;表面钝化膜的均匀性提升使放电界面的电学均匀性改善,有利于维持稳定的等离子弧。功能镀层方面,超疏水涂层(如氟碳聚合物涂层)是近年来受到关注的方向——疏水...
发布时间:2026.06.05 -
 铂铱合金等离子电极性价比
铂铱合金等离子电极性价比等离子刀电极在手术过程中与人体组织液(主要是生理盐水电解质溶液)直接接触,电解质的存在使电极处于复杂的多场耦合环境——电场作用加速金属离子的电化学迁移,高温等离子体改变溶液的局部pH值和离子浓度,形成潜在的腐蚀驱动力。铂铱合金在这一环境中的表现极为优异:铂和铱的标准电极电位分别为+1.19V和+1.16V(vs. SHE,均为正值),在生理盐水电位窗口内(-0.8V至+0.8V vs. Ag/AgCl)两者均处于热力学稳定状态,不会发生阳极溶解。与之形成对比的是316L不锈钢(标准电极电位约-0.3V)在相同电位窗口内处于活性溶解区间,长期使用会发生铬元素的选择性溶出和点蚀。生理盐水中的氯离子...
发布时间:2026.06.04 -
 无磁性铂铱合金等离子电极采购
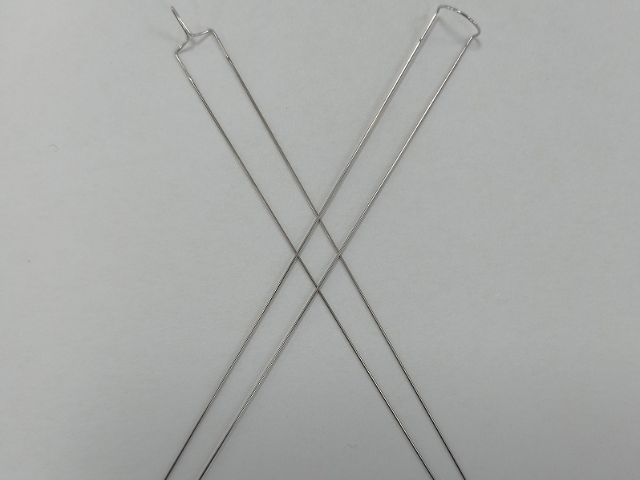
无磁性铂铱合金等离子电极采购妇科领域应用等离子刀电极主要集中在子宫腔内手术(宫腔镜手术),包括子宫肌瘤切除、子宫内膜去除、子宫纵隔切开和宫腔粘连分离等。宫腔镜下等离子手术相较于传统电刀的优势与泌尿外科的逻辑类似——双极等离子系统使用生理盐水作为膨宫介质,术中视野清晰,且避免了单极电切时冲洗液吸收导致电解质紊乱的风险。铂铱合金电极在宫腔镜手术中通常呈环形或针状形态:环形电极(Loop)用于切除子宫黏膜下肌瘤和大块组织,将瘤体分块切除后取出;针状或钩状电极则用于精细切割——子宫纵隔切开时用针状电极在子宫前后壁之间的纵隔组织上开槽,深度需精确控制以避免子宫穿孔。子宫穿孔是宫腔镜手术**严重的并发症之一,电极尖头处的精确操控性和...
发布时间:2026.06.02 -
 医用等离子电极刀铂铱电极采购
医用等离子电极刀铂铱电极采购等离子刀电极放电性能的准确测试是质量控制和产品设计验证的基础,需要在模拟手术条件的实验环境中进行。放电性能测试的重点参数包括起弧电压、维持电压、等离子鞘层形态和消融效率。起弧电压测试使用稳压直流电源和高速示波器,测量从施加功率到等离子弧建立的时间(通常<1ms)和所需电压幅值,测量中电极尖头处浸没于模拟生理盐水(0.9% NaCl溶液)或0.25%透明质酸钠凝胶(模拟软组织电阻特性)中。维持电压的测试则在连续消融过程中实时记录电压波形,关注波形的平稳度和峰值。消融效率测试通常使用标准化的组织模型——牛肝或猪肌肉是**常用的模拟组织,其含水量和电阻特性接近人体软组织。消融体积的测量方法包括:组织...
发布时间:2026.05.30 -
等离子刀头铂铱电极制造车间
等离子刀电极作为与人体内部组织直接接触的器械(通常归类为高level消毒或灭菌水平的手术器械),必须能够耐受临床规范中规定的所有灭菌方式而不损伤其功能和安全性。高温高压蒸汽灭菌(Autoclave,134°C,2 atm,15至30分钟)和环氧乙烷气体灭菌(EtO,37°C至55°C,40%至80% RH)是两种**常用的灭菌方法。铂铱合金对这两种灭菌方式均有极好的耐受性——高温高压灭菌在合金中不引起相变或晶粒长大,环氧乙烷灭菌更是低温工艺,对金属材料几乎没有影响。等离子体灭菌(以过氧化氢等离子为主)是一种新兴的灭菌方法,因其低温、快速、无残留的特点在精密器械灭菌中逐渐推广,铂铱合金与过氧化氢...
发布时间:2026.05.30 -
腹腔镜手术等离子电极铂铱材料
一次性高值医用耗材的批次追溯管理是满足监管要求和保障患者安全的基础制度,铂铱等离子刀电极的追溯体系需覆盖从贵金属原材料到终端用户的全链路信息流。原材料追溯方面:每批入库的铂铱合金锭坯附有供应商质量证书,证书内容包括化学成分、批次号、净重和纯度声明——这些信息与生产工单关联,确保每根成品电极可以追溯到对应的原材料批次。生产过程追溯方面:各关键工序(拉丝、热处理、尖头处成型、焊接、绝缘组装、功能测试、包装和灭菌)的操作员、设备编号、批次信息和工艺参数均实时记录在MES(制造执行系统)中。对于一次性使用等离子刀电极,产品包装上的UDI(惟一器械标识)码是追溯链的重点——通过扫描UDI可关联该器械的注...
发布时间:2026.05.29 -
运动医学等离子手术电极铂铱组件 OEM 代工厂家排名
铂铱合金等离子刀电极的材料体系在跨科室应用中的通用性是其商业化成功的重要因素。不同于某些专门使用材料电极只适用于单一适应证,铂铱电极通过调整尖头处尺寸和几何形状即可适应几乎所有科室的等离子消融需求。材料的兼容性基础在于:铂铱合金对含水软组织、纤维软骨、半月板、子宫内膜和皮肤等不同人体组织均具有稳定的消融响应,其等离子体建立条件和能量传递特性不因目标组织的种类而产生根本性差异。制造商可以在统一的铂铱合金原材料体系下开发针对不同科室的产品线——只在尖头处规格、轴身长度和手柄接口上进行差异化设计,而不必为每个科室重新验证材料的生物相容性和基本电学性能。这种通用性大幅降低了制造商的产品开发成本和注册申...
发布时间:2026.05.28 -
关节镜手术等离子电极铂铱合金生产厂家排名
放电稳定性是决定等离子消融手术效果可重复性的关键因素,也是铂铱合金电极区别于其他金属电极的重要技术优势。等离子放电的稳定性取决于电极材料的电子逸出功、表面均匀性和抗溅射能力三者的综合表现。铂的电子逸出功约为5.65 eV(铂)和5.27 eV(铱),两者数值接近且适中,在射频电场作用下能够持续稳定地释放二次电子维持等离子鞘层的动态平衡。与之对比,钨的逸出功高达4.55 eV(虽然更低有利于电子释放,但导致等离子弧的引燃电压降低、放电阻力和可控性变差),而金(4.8 eV)的溅射率较高,长期使用后放电稳定性下降明显。铂铱合金表面在反复放电后会形成一层致密的钝化氧化膜(IrO₂/Ir₂O₃混合相)...
发布时间:2026.05.28 -
医用级铂铱合金电极丝 OEM
等离子刀手柄内部的电气绝缘设计是确保器械使用安全的重点工程环节,涉及材料选择、结构设计和组装工艺三个层面。从材料角度,PEEK(聚醚醚酮)是目前**主流的绝缘材料选择——它兼具高介电强度(约500 V/μm,3.5 mm厚可达UL 94 V-0等级)、耐高温(连续使用温度260°C)和耐反复灭菌(高温高压灭菌1000次以上性能稳定),同时具有优良的生物相容性和易于注塑成型的加工性能。陶瓷也是可选方案,但脆性使其在跌落冲击下容易碎裂,使用场景受限。在结构设计上,绝缘层与导体之间的配合设计需要考虑装配公差和热膨胀失配——过盈配合可以保证界面的紧密接触,但热膨胀系数差异过大时可能在温度循环中产生微间...
发布时间:2026.05.24 -
 胸外科等离子电极铂铱合金 ODM
胸外科等离子电极铂铱合金 ODM等离子刀电极作为与人体内部组织直接接触的器械(通常归类为高level消毒或灭菌水平的手术器械),必须能够耐受临床规范中规定的所有灭菌方式而不损伤其功能和安全性。高温高压蒸汽灭菌(Autoclave,134°C,2 atm,15至30分钟)和环氧乙烷气体灭菌(EtO,37°C至55°C,40%至80% RH)是两种**常用的灭菌方法。铂铱合金对这两种灭菌方式均有极好的耐受性——高温高压灭菌在合金中不引起相变或晶粒长大,环氧乙烷灭菌更是低温工艺,对金属材料几乎没有影响。等离子体灭菌(以过氧化氢等离子为主)是一种新兴的灭菌方法,因其低温、快速、无残留的特点在精密器械灭菌中逐渐推广,铂铱合金与过氧化氢...
发布时间:2026.05.24 -
运动医学等离子手术电极铂铱组件使用寿命
等离子刀电极中铂铱合金的配比设计是在导电性、耐溅射性、机械强度和加工成本之间寻求平衡的过程。不同临床应用场景对电极性能的需求存在差异,手术器械工程师通过调整合金配比来适应不同需求。在消融功率较高(如椎间盘等离子消融,功率可达200W至300W峰值)和电极尖头处正向温度较高(可达300°C至500°C)的应用中,通常选用铱含量偏高的配方(如85Pt/15Ir),以获得更好的耐高温和抗溅射性能。而在强调放电稳定性和降低组织碳化风险的精细切割应用中(如耳鼻喉软组织消融,功率通常控制在50W至100W),铱含量适中的配方(如90Pt/10Ir)更为适合,过高的铱含量反而可能因合金表面状态不均匀导致放电...
发布时间:2026.05.23 -
神经外科等离子射频电极铂铱材料 OEM
等离子手术设备在高频高压放电过程中不可避免地产生电磁辐射,电磁兼容(EMC)性能关系到设备能否在复杂的医院电磁环境中稳定运行,同时避免干扰其他医疗设备(如心电监护、起搏器等)。铂铱电极本身是被动器件,其EMC特性主要由手柄整体结构和主机电路共同决定。射频放电是主要的传导干扰源——高频电流通过电源线和信号线向外部传播,合格的主机电源输入端应安装射频滤波器,将传导干扰抑制至标准限值以下(YY 0505/IEC 60601-1-2)。空气辐射干扰则通过手柄和电缆的屏蔽结构来控制——高级手柄电缆采用整体编织屏蔽层+两端正确接地(单点接地以避免地环路)设计,辐射发射应满足1米距离内A类设备限值。EMC测...
发布时间:2026.05.22 -
低温等离子手术电极铂铱合金尺寸
等离子刀电极放电性能的准确测试是质量控制和产品设计验证的基础,需要在模拟手术条件的实验环境中进行。放电性能测试的重点参数包括起弧电压、维持电压、等离子鞘层形态和消融效率。起弧电压测试使用稳压直流电源和高速示波器,测量从施加功率到等离子弧建立的时间(通常<1ms)和所需电压幅值,测量中电极尖头处浸没于模拟生理盐水(0.9% NaCl溶液)或0.25%透明质酸钠凝胶(模拟软组织电阻特性)中。维持电压的测试则在连续消融过程中实时记录电压波形,关注波形的平稳度和峰值。消融效率测试通常使用标准化的组织模型——牛肝或猪肌肉是**常用的模拟组织,其含水量和电阻特性接近人体软组织。消融体积的测量方法包括:组织...
发布时间:2026.05.22 -
低温等离子手术电极铂铱合金定制厂家排名
等离子刀电极的电气使用寿命通常以"消融剂量"(以焦耳J或瓦特秒W·s计量)或"激发次数"来标称,准确评估额定使用寿命是产品设计和注册申报的重要内容。直接法是**诚实的评估方式——将电极样品在额定的最大功率条件下反复进行消融激发,直到性能衰减至规定阈值(如消融效率下降30%、维持电压增幅超过初始值20%、或尖头处直径变化超过初始值±10%),记录此时的累计消融剂量或激发次数。这种方法耗时长(可能需要数千次激发,耗时数周),但结果**为可靠。加速老化法通过提高消融功率(超规格功率100%至150%)来加速性能衰减,将加速后的失效数据用阿伦尼乌斯-惠特尼等模型换算至额定功率条件下的等效寿命,但加速因...
发布时间:2026.05.21 -
耐腐蚀铂铱电极等离子刀头 ODM
激光焊接是连接等离子刀手柄内部铂铱丝电极与导线的关键工艺,其接头质量直接关系到电气连接的可靠性和手柄的整体安全等级。激光焊接的优势在于:热输入高度集中、热影响区极窄、焊接变形小、且无需额外的焊接填充材料。对于铂铱合金与铜导线的异种金属焊接,激光焊接需要在工艺参数上进行精确优化——主要挑战在于两种金属的熔点、热导率和激光吸收率差异较大。铂(吸收率约20%,Nd:YAG激光1064nm波长)的热导率较高(71 W/m·K),而铜的吸收率极低(<5%)但热导率极高(400 W/m·K),铜侧的热量快速扩散导致焊缝区域的温度梯度极大,容易产生未熔合缺陷。优化的工艺策略包括:预热铜导线以缩小温度梯度;采...
发布时间:2026.05.21 -
生物惰性铂铱合金等离子电极说明书
等离子刀电极作为与破损皮肤和黏膜接触的器械(通常归类为ISO 10993-1中的"surface device with breached surface",时限为 Limited(≤24h接触)),生物相容性评价项目应覆盖以下测试项目组合:细胞毒性(ISO 10993-5,浸提液法,L929细胞系,判定依据为细胞存活率≥70%)、致敏性(ISO 10993-10,豚鼠***化法或局部淋巴结法)、刺激性(ISO 10993-10,兔皮法或重建人表皮模型法)以及皮内反应(ISO 10993-10,兔皮内注射法)。需要特别强调的是,生物相容性测试样品必须来自完整的实际生产工艺——包括所有表面处理、...
发布时间:2026.05.19 -
铂铱合金等离子电极国家标准
等离子刀电极的有效长度(即从手柄输出端到尖头处工作点的距离)是根据目标手术入路深度决定的工程参数,需要在操作便利性和目标可达性之间寻找平衡。从入路深度来看,耳鼻喉科短鼻内镜手术使用的电极长度通常在80mm至150mm之间,而脊柱内镜(椎间孔镜)手术入路深度可达200mm至350mm,所需电极长度相应增加。更长的电极带来更深远的目标可达性,但同时带来操控性的挑战:长电极的轴向刚性较低,在通过工作通道时容易弯曲,弯曲会导致内部导线或冷却管路的应力集中,严重时造成绝缘破损;此外,长电极的轴向传力特性变差,外科医生在消融时对力量反馈的感知精度下降。更细的电极轴直径可以减轻重量和通过直径,但会栖牲轴向推...
发布时间:2026.05.19 -
等离子电切环铂铱合金电极保质期
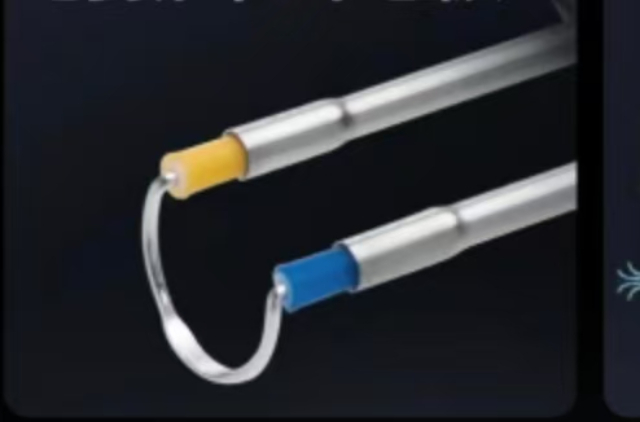
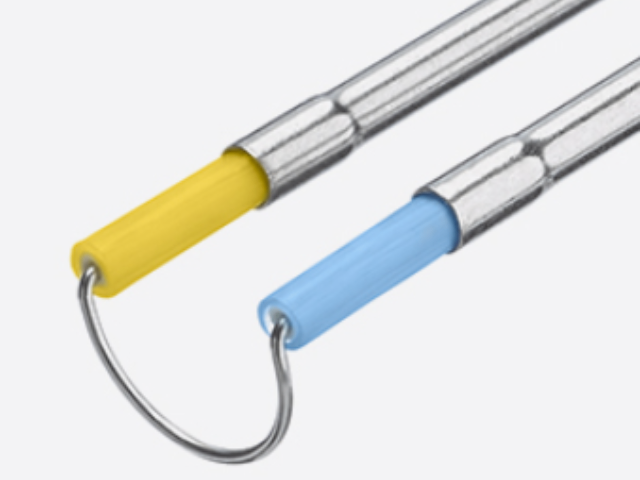
双极等离子消融系统的安全优势在相当程度上需要通过与之配合的铂铱电极来充分实现。双极回路的设计将电流限制在工作电极与紧邻的回路电极之间的组织中——不像单极系统那样需要电流经患者身体到达远端负极板,消除了"负极板"相关的一切风险(接触不良、位置不当导致的远端灼伤、起搏器干扰等)。铂铱合金的双极电极设计能够在紧凑的几何空间内实现高效的电场分布——由于回路电极与工作电极间距极近(通常只数毫米),等离子弧被限制在两极之间的高场强区域,向外扩散的热量被**小化,对目标区域以外组织的热损伤被控制在更小的范围内。这一优势在神经密集区域(如三叉神经消融、脊神经后支消融)和重要功能区附近(如声带手术中避免损伤声韧...
发布时间:2026.05.14 -
运动医学等离子手术电极铂铱组件保质期
等离子刀手柄内部的电气绝缘设计是确保器械使用安全的重点工程环节,涉及材料选择、结构设计和组装工艺三个层面。从材料角度,PEEK(聚醚醚酮)是目前**主流的绝缘材料选择——它兼具高介电强度(约500 V/μm,3.5 mm厚可达UL 94 V-0等级)、耐高温(连续使用温度260°C)和耐反复灭菌(高温高压灭菌1000次以上性能稳定),同时具有优良的生物相容性和易于注塑成型的加工性能。陶瓷也是可选方案,但脆性使其在跌落冲击下容易碎裂,使用场景受限。在结构设计上,绝缘层与导体之间的配合设计需要考虑装配公差和热膨胀失配——过盈配合可以保证界面的紧密接触,但热膨胀系数差异过大时可能在温度循环中产生微间...
发布时间:2026.05.13 -
等离子电极材料选择
疼痛医学中,等离子刀用于神经消融(neurotomy/neurectomy)是一种针对慢性疼痛的微创介入治辽手段,通过消融阻断目标感觉神经的传导功能来实现镇痛效果。常见适应证包括:脊神经后支内侧支消融(用于小关节源性腰痛)、肋间神经消融(用于胸壁疼痛或开胸术后疼痛)、三叉神经周围支消融(用于三叉神jing痛)、以及腹横肌平面阻滞相关神经消融。神经消融对等离子刀电极的要求侧重于精确性和可控性——需要只破坏目标神经分支而尽可能减少对邻近运动神经和血管的损伤。电极尖头处通常选用超细规格(0.3mm至0.5mm)以实现精确的组织穿透,消融功率也控制在较低范围(30W至60W),只需消融约1cm至2cm...
发布时间:2026.05.13 -
贵阳铂铱合金等离子电极供应商
消化内镜中的等离子刀电极主要用于内镜黏膜下剥离术(ESD)的辅助切开和消化道早期*的内镜下切除。ESD是一种技术难度较高的消化内镜***手段,要求在内镜下一次性完整切除黏膜层甚至黏膜下层的早期病变,避免分块切除导致的病理学分期不准确和复发率增加。ESD术中需要沿病变边缘精确切开黏膜,建立黏膜下层剥离平面,铂铱合金精细切割电极在此过程中发挥关键作用——其细尖设计和稳定的放电特性使得沿预定切割线的精确分离成为可能。消化道内镜操作的特殊性在于工作空间狭小、视野受限且需要经口或经肛进入深部消化道,电极轴身必须足够细长且具有良好的可弯曲性以顺应消化道走形。一次性使用设计在内镜器械中是强制要求——消化道内...
发布时间:2026.05.12 -
高硬度铂铱合金等离子电极生产厂家排名
低温等离子消融技术自1990年代末期进入临床以来,已从**初单一的耳鼻喉科应用扩展至涵盖骨科、泌尿外科、妇科、疼痛医学、皮肤科和消化内镜等多个学科,成为微创外科的重要组成部分。市场格局方面,全球等离子手术系统及耗材市场呈现高度集中的特点——少数几家跨国医疗器械企业(如ArthroCare、Smith & Nephew、Johnson & Johnson、Medtronic等)占据主要市场份额,尤其在高功率双极等离子系统领域拥有深厚的技术积累和产品线覆盖。国内企业在近十年来在等离子刀电极耗材领域发展迅速,在耳鼻喉科、脊柱微创和泌尿外科等细分领域已开发出具有竞争力的产品,部分企业的产品线已通过CE...
发布时间:2026.05.11 -
肛肠科等离子电极铂铱合金使用寿命
部分等离子刀铂铱电极在基材表面增加了功能镀层,以改善放电性能或延长使用寿命。常见的镀层方案包括薄金镀层和氮化钛(TiN)涂层。金镀层(厚度通常0.5μm至2μm)能够降低电极表面的接触电阻,提升导电效率,同时金的抗氧化性有助于维持放电界面的化学稳定性。然而,过厚的金镀层反而会因金的熔点较低(1064°C)而在高功率放电时发生局部熔融,影响电极的长期使用效果。氮化钛涂层以其极高的硬度和化学稳定性著称,镀覆于铂铱电极表面可增强耐磨性和耐腐蚀性,但TiN涂层与铂铱合金之间的附着力是关键工艺挑战——两种材料的热膨胀系数差异较大,热处理过程中可能产生界面剥离,需要通过预镀过渡层(如钛底层)加以改善。功能...
发布时间:2026.05.10