-

 FPC激光送锡丝激光焊打样
发布时间:2026.04.20
FPC激光送锡丝激光焊打样
发布时间:2026.04.20
精密焊接性价比不能只看设备单价,要算全生命周期账。一台设备如果每天调机两小时、每周换一次加热片、良率长期在95%徘徊,就算便宜也是亏损。真正的高性价比,体现在稳定性高、换型快、售后及时。比如用激光焊锡...
-
 深圳3c电子点锡膏激光焊优缺点
发布时间:2026.04.20
深圳3c电子点锡膏激光焊优缺点
发布时间:2026.04.20
良率稳定性的商业价值在于生产计划的可预测性。良率波动1%,对月产能千万级的生产线意味着数十万的产品需返修或报废,影响交付计划。良率稳定性的技术保障来自设备的过程能力指数Cpk≥1.33。耐斯特激光焊锡...
-
 江浙沪汽车电子激光锡球供应商
发布时间:2026.04.19
江浙沪汽车电子激光锡球供应商
发布时间:2026.04.19
厂家直销模式下,服务网络密度影响售后响应时效。耐斯特深圳总部位于龙华区,厂房面积3500平米,覆盖珠三角客户;重庆产业园2013年落成,自购土地30亩、建筑面积15000平米,服务西南市场;昆山办事处...
-
重庆线材激光锡球
发布时间:2026.04.18
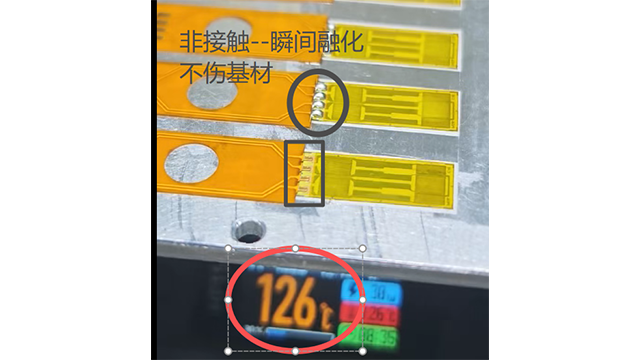
射频天线对焊点质量较为敏感,焊点空洞、形状不一致均可能影响信号损耗。自动感应出锡焊锡通过精确控制锡量,保证焊点饱满且形状一致,减少信号反射。激光焊锡非接触加热,避免烙铁寄生电容影响射频特性。焊接过程快...
-
 高频天线激光锡球特光斑定制
发布时间:2026.04.18
高频天线激光锡球特光斑定制
发布时间:2026.04.18
设备投入运行后,能稳定运行多长时间,是产线管理者关注的问题。激光锡丝机理论上没有烙铁头耗材,稼动率可以较高。但实际使用中,送丝机构卡丝、喷嘴堵塞、激光器散热不良,都可能导致停机。评估稼动率时,可以参考...
-
 深圳3c电子激光锡球优缺点
发布时间:2026.04.17
深圳3c电子激光锡球优缺点
发布时间:2026.04.17
PCB拼版在制造过程中存在涨缩误差,软硬结合板因材料特性差异,尺寸变化更大。软硬电路板全自动焊接设备必须具备视觉补偿功能,通过拍摄板上的定位点(Mark点),计算出实际尺寸、位置和角度偏移,实时修正焊...
-
四川在线式送锡丝激光焊性价比
发布时间:2026.04.17
评价一家激光焊锡供应商的技术能力,可以看其工艺工程师提出的问题。有经验的供应商会追问:焊盘基材是FR4、陶瓷还是铝基板?元件耐温极限是多少?周边有无塑胶件或已贴装敏感元件?现有产线节拍要求是多少?这些...
-
 四川电声器件激光锡环机不规则焊盘
发布时间:2026.04.16
四川电声器件激光锡环机不规则焊盘
发布时间:2026.04.16
采购点锡膏激光焊设备,特别是做非标自动化集成时,常会听到“非标定制”这个词。但定制的深度决定了实际效果。有的供应商提供的定制,是将几台标准设备组合在一起,更换外壳。而具备较强实力的供应商,能根据产品的...
-
 广东DIP工艺激光锡球机价格
发布时间:2026.04.16
广东DIP工艺激光锡球机价格
发布时间:2026.04.16
判断精密焊接生产厂家是否靠谱,非常简单的办法是看它有没有自己的工艺实验室。光卖设备的,和能把焊接工艺讲透的,完全是两回事。靠谱的厂家会主动问:你的产品是锡膏还是锡丝焊?焊盘有没有镀层?现有的良率是多少...
-
四川在线式激光锡环性价比
发布时间:2026.04.15
Type-C连接器引脚细密,焊点高度如果参差不齐,会影响后续组装和密封。传统烙铁焊接,焊锡量靠手工控制,每个焊点的高度和形状可能存在差异。激光锡丝机通过程序精确控制送丝长度和激光能量,能使每个焊点的锡...
-
 重庆微型马达激光锡球机性价比
发布时间:2026.04.15
重庆微型马达激光锡球机性价比
发布时间:2026.04.15
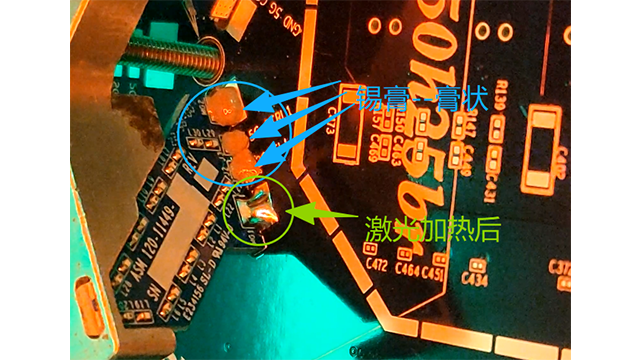
对于焊盘氧化或可焊性一般的场合,单一锡膏或锡丝工艺可能面临挑战。锡丝加点锡膏激光焊将两者优势结合:先点涂微量锡膏以助焊和初步定位,再送丝并同步用激光加热。锡膏率先熔化润湿铺展,为锡丝熔融浸润提供理想环...
-
磁头激光锡丝安装调试
发布时间:2026.04.14
锡丝转盘式双激光焊锡设备是为高效率环形流水线生产设计的解决方案。设备通过精密转盘实现工件的循环流转,双激光焊接工位可并行作业或处理产品的不同侧面,极大限度压缩无效等待时间。这种设计特别适合小型多引脚元...
-
重庆3c电子激光锡环机性价比
发布时间:2026.04.14
面对不规则FPC或微型传感器,标准激光锡膏焊接方案可能不够用。非标定制需要调整光路、锡膏点涂路径与温控算法,确保能量精确投送且不伤及周边。这要求供应商具备工艺光学与运动控制的协同开发能力。对于磁头或特...
-
微型马达激光锡环生产线
发布时间:2026.04.14
安装调试周期取决于设备复杂度与工艺成熟度。标准设备且已完成打样,调试周期通常3-5天,主要工作包括设备就位、电源气源连接、工艺参数导入、首件验证、操作培训。非标整线且涉及多工序联调,周期可能延长至10...
-
珠三角咪头激光锡膏良率
发布时间:2026.04.14
射频天线对焊点质量较为敏感,焊点空洞、形状不一致均可能影响信号损耗。自动感应出锡焊锡通过精确控制锡量,保证焊点饱满且形状一致,减少信号反射。激光焊锡非接触加热,避免烙铁寄生电容影响射频特性。焊接过程快...
-
 重庆软硬电路板激光锡球机
发布时间:2026.04.14
重庆软硬电路板激光锡球机
发布时间:2026.04.14
锡球送锡丝激光焊这种混合工艺,拓展了激光焊接在宏观增强与微观修复领域的应用。它适用于那些既需要锡球阵列提供规整的初始连接界面,又需要在局部位置通过送丝补充焊料以形成特定力学结构或填补间隙的场景。例如,...
-
 广东激光锡丝机价格
发布时间:2026.04.13
广东激光锡丝机价格
发布时间:2026.04.13
汽车传感器,装在发动机舱或底盘上,面对高低温、振动、油污等环境。焊点不仅需要焊牢,还要能承受长期的机械应力和热冲击。点锡膏激光焊,因为局部快速加热,形成的焊点晶粒较细密,热影响区较小,抗疲劳性能较好。...
-
 四川汽车电子送锡丝激光焊性价比
发布时间:2026.04.13
四川汽车电子送锡丝激光焊性价比
发布时间:2026.04.13
BGA返修植锡,传统手工植球容易偏位、连锡、虚焊。精密焊接自动化植锡设备通过视觉引导,精确放置锡球,再用激光或热风加热,确保每个焊盘植球大小一致,位置准确。选设备要关注植球效率和加热均匀性。设备可编程...
-
重庆自动激光锡环
发布时间:2026.04.13
非标定制的终点是设备几何参数、工艺控制逻辑与产品物理特性之间的匹配。对于环形焊盘,标准圆形光斑热分布难以覆盖全周,需定制环形光斑实现均匀加热;对于长条形焊盘,线形光斑沿焊盘方向扫描,避免多点定位带来的...
-
 深圳摄像头送锡丝激光焊不规则焊盘
发布时间:2026.04.13
深圳摄像头送锡丝激光焊不规则焊盘
发布时间:2026.04.13
在汽车电子等批量生产领域,生产节拍直接关乎成本。转盘式双激光焊锡系统通过旋转工作台与双激光头配置,将串行流程升级为并行处理。一个激光头焊接时,另一个可处理其他工位产品或进行辅助作业,近乎消除了设备等待...
-
重庆软硬电路板送锡丝激光焊供应商
发布时间:2026.04.13
采购激光锡丝机,特别是用于新产品焊接时,可以在采购前请供应商帮忙打样。用自己的产品、自己的锡丝,让供应商现场用设备焊接几个样品,然后带回去做切片、拉力测试、观察IMC层。这是检验设备是否适合自身产品的...
-
珠三角摄像头激光锡环机价格
发布时间:2026.04.13
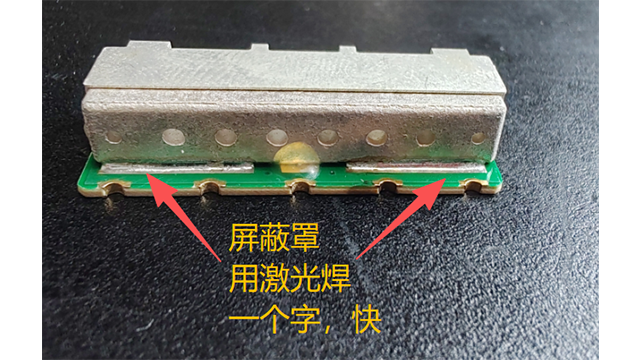
点锡膏激光焊,光斑形状直接决定热量的分布方式。焊接圆形焊盘,用圆形光斑较为合适,能量集中,锡膏熔化较快。焊接细长的排线引脚,可以用长方形光斑,使热量均匀覆盖整个引脚。焊接屏蔽罩这类需要连续密封的结构,...
-
江浙沪TWS送锡丝激光焊非标定制
发布时间:2026.04.12
点锡膏激光焊,光斑形状直接决定热量的分布方式。焊接圆形焊盘,用圆形光斑较为合适,能量集中,锡膏熔化较快。焊接细长的排线引脚,可以用长方形光斑,使热量均匀覆盖整个引脚。焊接屏蔽罩这类需要连续密封的结构,...
-
江浙沪磁头点锡膏激光焊特光斑定制
发布时间:2026.04.12
良率稳定性的商业价值在于生产计划的可预测性。良率波动1%,对月产能千万级的生产线意味着数十万的产品需返修或报废,影响交付计划。良率稳定性的技术保障来自设备的过程能力指数Cpk≥1.33。耐斯特激光焊锡...
-
珠三角汽车电子激光锡膏机不规则焊盘
发布时间:2026.04.12
采购激光锡环设备,采购的不仅是硬件,还包括一个经过验证的工艺参数库。有些设备引入后,需要投入较多时间摸索参数,一个焊点调试较长时间,影响效率。而经验丰富的供应商,会提供一套覆盖常见产品和焊盘的参数库。...
-
深圳自动激光锡球安装调试
发布时间:2026.04.12
激光焊锡与热压焊的技术选型,本质是热影响控制与焊接效率的权衡。激光焊锡优势在于非接触、热影响区小、精度高,适合0.1mm细间距焊盘、热敏感元件、陶瓷铝基板等高散热材料;局限在于对大焊点或需要一次性完成...
-
广东在线式激光锡膏报价
发布时间:2026.04.12
安装调试周期取决于设备复杂度与工艺成熟度。标准设备且已完成打样,调试周期通常3-5天,主要工作包括设备就位、电源气源连接、工艺参数导入、首件验证、操作培训。非标整线且涉及多工序联调,周期可能延长至10...
-
四川半导体激光锡膏机应用范围
发布时间:2026.04.12
从点胶到激光熔化全自动完成,是自动化激光焊锡膏产线的关键。系统集成视觉定位、运动控制、激光发生等模块,实现锡膏定量点涂与激光瞬间加热的自动化循环。全自动化的意义在于将人为因素降至极小,每个焊点的锡膏量...
-
江浙沪咪头送锡丝激光焊生产线
发布时间:2026.04.11
案例的价值在于可迁移性。焊盘尺寸、基材导热率、元件耐温等级、节拍要求,这些工艺参数决定了焊接方案的适用边界。同行业、同类产品的案例意味着工艺参数可复现、风险可预估。耐斯特客户覆盖立讯、安费诺、泰科、莫...
-
重庆微型马达激光锡环机设备制造商
发布时间:2026.04.11
讨论锡膏激光焊锡设备的价格构成,需要建立全生命周期成本的视角。初期报价涵盖激光器、运动平台、视觉系统等硬件成本,以及软件授权与集成调试费用。更深层的价值差异体现在工艺软件包的成熟度、设备长期运行的稳定...