-

 广东mim金属注射成型
发布时间:2026.03.20
广东mim金属注射成型
发布时间:2026.03.20
在微小卫星或空间站维护机器人中,零部件不仅要轻量化,还要能应对太空中的高真空、极端温差及宇宙辐射。MIM工艺可以处理钨合金、高温合金等特种金属,这些材料在极低或极高温度下仍能保持尺寸精度和力学强度。通...
-
 杭州表壳金属注射成型
发布时间:2026.03.20
杭州表壳金属注射成型
发布时间:2026.03.20
视觉系统是机器人的“眼睛”,其内部光学镜组的对齐精度要求达到微米级。MIM工艺可以选用低膨胀合金材料(如因瓦合金)来制造镜组支架。由于MIM能成型极细小的限位销和固定座,它能确保透镜在温差变化较大的环...
-
 连云港金属注射成型强度
发布时间:2026.03.20
连云港金属注射成型强度
发布时间:2026.03.20
烧结是决定MIM零件力学性能的关键物理过程。在受控的还原气氛或真空环境中,生坯被加热至金属熔点附近的特定温度,此时金属粉末颗粒间的接触面发生原子迁移,孔隙逐渐被填补。随着烧结时间的延长,零件内部形成均...
-
 mim工艺金属注射成型有多少
发布时间:2026.03.19
mim工艺金属注射成型有多少
发布时间:2026.03.19
机器人零部件的表面状况不仅影响美观,更关系到零件的摩擦特性与耐候性能。MIM零件烧结后的原始表面粗糙度通常处于Ra 1.6微米附近,这满足了多数结构件的使用要求。对于有特殊需求的机器人外观件或接触件,...
-
 清远不锈钢金属注射成型
发布时间:2026.03.19
清远不锈钢金属注射成型
发布时间:2026.03.19
机器人关节电机及传感器对材料的磁性能、硬度和抗拉强度有着多样化的要求。MIM工艺支持的材料选型,包括但不限于不锈钢、沉淀硬化钢、软磁合金以及钨合金。由于烧结后的零件相对密度通常处于理论密度的95%至9...
-
 清远锁金属注射成型
发布时间:2026.03.19
清远锁金属注射成型
发布时间:2026.03.19
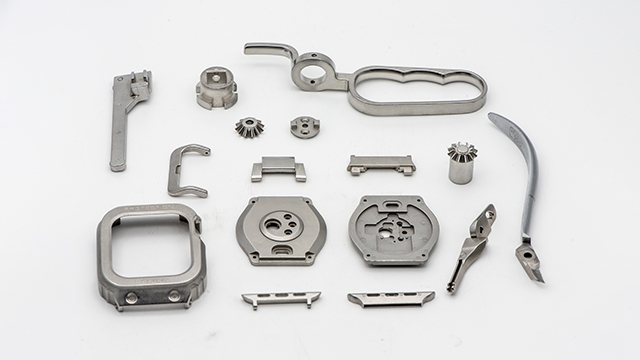
在机器人制造领域,精密小型结构件的产出效率与质量稳定性是行业关注的重点。金属粉末注射成型(MIM)技术通过将微细金属粉末与特定的粘结剂体系进行高比例混合,形成具备良好流动性的喂料。在精密注塑机的压力作...
-
 茂名金属注射成型表面效果
发布时间:2026.03.19
茂名金属注射成型表面效果
发布时间:2026.03.19
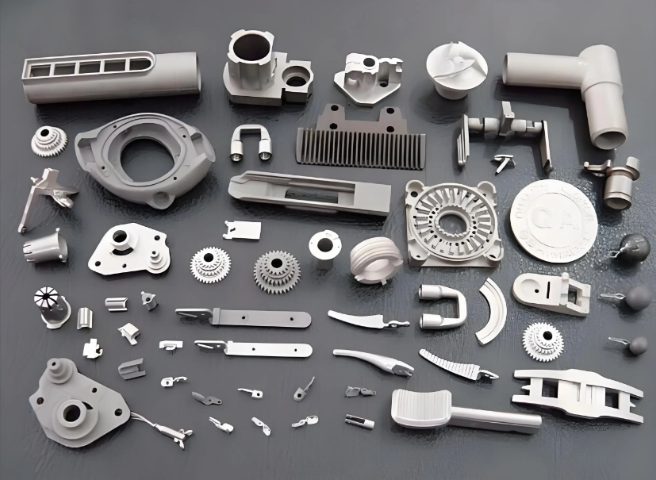
在全球制造业绿色转型的背景下,MIM工艺因其材料利用率高而具备较好的环保属性。在制造复杂的机器人结构件时,MIM几乎能将所有投入的金属粉末转化为有效零件,其产生的浇口料也可以经过回收处理再次使用。这种...
-
 茂名巨型金属注射成型
发布时间:2026.03.18
茂名巨型金属注射成型
发布时间:2026.03.18
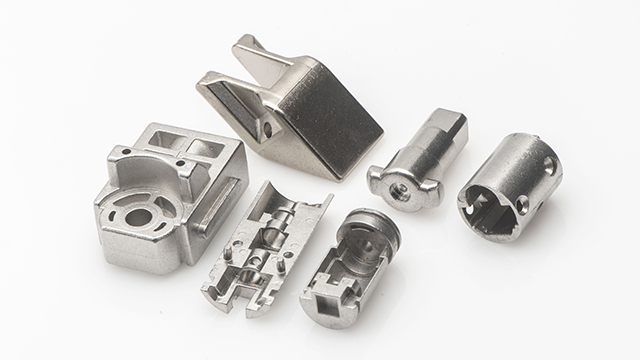
机器人内部集成的各类传感器对安装环境有特定要求,既要结构紧凑,又要具备一定的电磁屏蔽能力。MIM工艺允许设计师在传感器外壳上直接布置复杂的内筋、散热片以及特殊的走线开口,这种一体化成型的能力减少了零件...
-
 东莞钛合金金属注射成型
发布时间:2026.03.18
东莞钛合金金属注射成型
发布时间:2026.03.18
脱脂是MIM生产中连接注塑与烧结的关键步骤,其目的是彻底去除生坯中的粘结剂而不破坏其几何形状。针对壁厚分布不均的机器人关节壳体,采用催化脱脂技术能够实现从外向内的均匀反应,有效预防了热脱脂过程中可能产...
-
 惠州医疗金属注射成型
发布时间:2026.03.18
惠州医疗金属注射成型
发布时间:2026.03.18
为了缩短机器人零部件的研发周期,快速模具(Rapid Tooling)技术正与MIM深度结合。利用金属3D打印制造具有随形冷却通道的模具嵌件,可以明显缩短注射周期,并提升生坯的尺寸均匀性。在机器人处于...
-
 山东金属注射成型配件
发布时间:2026.03.17
山东金属注射成型配件
发布时间:2026.03.17
机器人关节的密封件不仅要防止外部污染物进入,还需降低转动时的摩擦损耗。MIM工艺可以利用其多孔隙控制技术(在受控状态下保留一定微孔),制造出自润滑型金属构件。通过在烧结后进行真空含油处理,使润滑介质储...
-
 广东智能眼镜金属注射成型
发布时间:2026.03.17
广东智能眼镜金属注射成型
发布时间:2026.03.17
机器人关节模组在连续作业时会产生大量热量,热积聚会影响驱动器的效率和寿命。MIM工艺允许在金属壳体上直接集成复杂的散热鳍片或内部导热通道。由于材料本身具备较高的热导率,这种一体化设计的散热结构能有效提...
-
 江苏铝合金金属注射成型
发布时间:2026.03.17
江苏铝合金金属注射成型
发布时间:2026.03.17
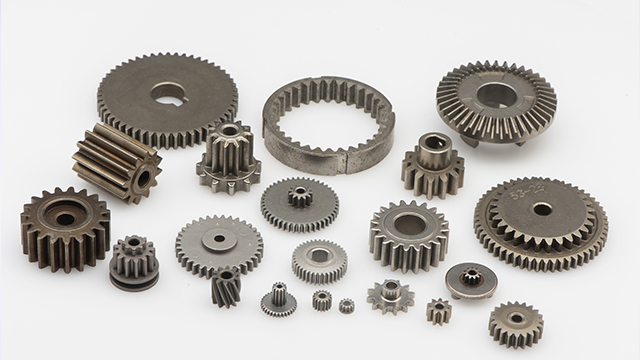
机器人减速机及舵机对微型齿轮的精度要求较高,尤其是在齿形的一致性和对称性方面。MIM工艺由于采用精密模具受压成型,能够避免切削加工中可能出现的振纹和毛刺。对于模数较小的微型行星齿轮,MIM工艺可以一次...
-
 锁具金属注射成型原理
发布时间:2026.03.17
锁具金属注射成型原理
发布时间:2026.03.17
工作在核电维护、化工巡检或海上作业环境中的机器人,其金属表面必须具备较强的化学稳定性。MIM成型的不锈钢零件由于其表面微孔率极低,具备较好的钝化处理基础。通过化学或电化学钝化,可以在零件表面形成致密的...
-
 连云港钛金属注射成型
发布时间:2026.03.17
连云港钛金属注射成型
发布时间:2026.03.17
谐波减速器的性能很大程度上受限于柔轮组件的动力学特性。MIM工艺通过成型具有复杂补强结构的柔轮支承座,实现了刚性与轻量化的平衡。利用三维建模设计的非均匀壁厚结构,可以在MIM注塑阶段精细实现。这种轻量...
-
 河北mim金属注射成型
发布时间:2026.03.17
河北mim金属注射成型
发布时间:2026.03.17
尽管电驱动是主流,但在重载机器人中液压驱动仍占有一席之地。液压阀块及微型泵阀组件对材料的耐压性和气密性要求极高。MIM工艺产出的金属件致密度通常超过97%,内部孔隙小且不连通,表现出优异的承压能力。通...
-
 宁波钛合金金属注射成型
发布时间:2026.03.17
宁波钛合金金属注射成型
发布时间:2026.03.17
在推动制造业碳中和的过程中,MIM技术凭借其较高的材料利用率和低能耗产出表现出技术优势。相比于切削加工产生的废屑回收流程,MIM工艺几乎能将所有投入的喂料转化为成品,减少了金属资源的二次加工能耗。此外...
-
 珠海金属注射成型强度
发布时间:2026.03.17
珠海金属注射成型强度
发布时间:2026.03.17
特种机器人常需要在高湿度、强腐蚀或极端温差的环境下执行任务。MIM工艺通过调整不锈钢材料中的合金元素配比,如增加铬和钼的含量,可以产出具备良好抗氧化特性的零部件。由于烧结后的零件几乎无开孔,介质渗透的...
-
 广州智能眼镜金属注射成型
发布时间:2026.03.16
广州智能眼镜金属注射成型
发布时间:2026.03.16
足式机器人在复杂地形行走时,其脚趾和足跟部位需承受高频率的地面冲击力。MIM工艺可用于制造这些部位内部的精密传感骨架。这些骨架通常需要预留应变片安装位以及保护敏感元件的空腔。通过选用强度高的沉淀硬化钢...
-
国内金属注射成型厂
发布时间:2026.03.16
工业机器人的手腕部处于运动末端,对重量分布极为敏感。MIM工艺在制造薄壁壳体方面表现出较好的适应性,能够实现壁厚在0.8mm至1.2mm之间的不锈钢或轻质合金零件生产。通过在模具设计中加入合理的加强肋...
-
 汕头304金属注射成型
发布时间:2026.03.16
汕头304金属注射成型
发布时间:2026.03.16
在推动制造业碳中和的过程中,MIM技术凭借其较高的材料利用率和低能耗产出表现出技术优势。相比于切削加工产生的废屑回收流程,MIM工艺几乎能将所有投入的喂料转化为成品,减少了金属资源的二次加工能耗。此外...
-
 连云港金属注射成型工艺流程
发布时间:2026.03.16
连云港金属注射成型工艺流程
发布时间:2026.03.16
仿生机器人对末端执行器的重量和强度有着双重要求,钛合金因其比强度高和耐腐蚀性好而成为常用选择。然而,钛合金的机加工硬化特性导致其生产效率较低。MIM技术通过在受控的真空环境下对钛粉进行处理,能够实现近...
-
铝金属注射成型强度
发布时间:2026.03.16
对于尺寸较大的机器人结构件(如长臂机器人的支撑节),MIM脱脂环节的均匀性挑战更大。如果脱脂速度不均,零件内外收缩不同步,极易导致生坯产生内应力甚至开裂。通过采用分段式的流场控制和温度监控,可以使粘结...
-
淮安国内金属注射成型
发布时间:2026.03.16
医疗手术机器人对末端工具的材质和表面状况有着严苛的行业标准。MIM工艺支持制造如316L、17-4PH等具备较好抗腐蚀性和生物相容性的不锈钢零件。通过该工艺成型的手术夹钳或剪刀,不仅具有复杂的内部水道...
-
河源精密金属注射成型
发布时间:2026.03.16
电机效率是影响机器人续航和发热的重要因素。MIM工艺可以选用具有特定电阻率和高磁导率的软磁复合材料。通过成型具有精细槽口和减重孔的定子支架,可以优化内部磁场分布,减少涡流损耗。由于MIM工艺能产出具有...
-
深圳结构件金属注射成型
发布时间:2026.03.16
在MIM零件的烧结过程中,炉内气氛的纯度与成分对零件的表面质量及内部组织有明显影响。对于机器人常用的不锈钢材料,通常采用高纯度氢气或分解氨作为还原气氛,以去除粉末表面的氧化物。如果气氛中的控制不当,零...
-
 宁波钛金属注射成型
发布时间:2026.03.16
宁波钛金属注射成型
发布时间:2026.03.16
仿生机器人(如足式机器人)在运动过程中需要尽量降低四肢的惯性,因此对零件的轻量化有着明确要求。MIM工艺在制造薄壁金属件方面表现出一定的适应性,其壁厚可以稳定在0.5mm至0.8mm之间。通过结合拓扑...
-
 汕头3C金属注射成型
发布时间:2026.03.16
汕头3C金属注射成型
发布时间:2026.03.16
为确保机器人重要零件在量产过程中的质量一致性,数字化模拟手段在MIM生产中起到了关键的防控作用。在模具设计初期,通过模流分析软件模拟金属喂料的填充轨迹,可以准确预测出由于压力波动可能导致的密度不均、焊...
-
中山金属注射成型怎么样
发布时间:2026.03.15
软磁材料(如纯铁、Fe-Si、Fe-Ni)是MIM技术在电子元器件领域应用的技术纽带。对于电磁阀、传感器磁芯等零件,磁感应强度(Bs)和矫顽力(Hc)是衡量品质的物理指标。在MIM流程中,通过选择高纯...
-
 316金属注射成型工艺流程
发布时间:2026.03.15
316金属注射成型工艺流程
发布时间:2026.03.15
机器人关节电机及传感器对材料的磁性能、硬度和抗拉强度有着多样化的要求。MIM工艺支持的材料选型,包括但不限于不锈钢、沉淀硬化钢、软磁合金以及钨合金。由于烧结后的零件相对密度通常处于理论密度的95%至9...