标签列表 - 深圳市三协智能设备有限公司
-
 东莞电池壳热熔机设备
东莞电池壳热熔机设备热熔螺母机的定制化模具设计使其能突破标准化设备的局限,根据塑胶件的孔径(φ2-φ12mm)、螺母尺寸(M2-M10)、工件形状(平面、曲面、异形)定制专属定位夹具与加热头模具。模具材质采用强度高的铝合金(表面经硬质阳极氧化处理,硬度达HRC50以上),兼具耐磨性与导热性,确保长期使用后仍能维持定位精度(±0.02mm)。这种定制化能力使其适配多行业生产需求:在家电行业,可定制适配洗衣机内筒塑胶支架的曲面模具,确保螺母在弧形表面精确植入;在汽车配件行业,可定制适配发动机舱塑胶护板的耐高温模具(耐受温度达180℃),应对高温环境下的热熔需求;在医疗器械行业,可定制适配一次性注射器塑胶推杆的无菌模具...
发布时间:2025.10.22 -
 四川双头热熔螺母机
四川双头热熔螺母机在电表生产行业,电表壳型号多样,不同品牌、不同规格的电表,其壳体结构、尺寸存在明显差异,这对热熔设备的适配性提出了高要求。电表壳热熔机通过“快速更换模具”的设计,有效解决了设备适配难题,大幅提升通用性。该设备的模具安装结构采用标准化快拆设计,模具与机身通过定位销精细对接,同时配备快速夹紧装置——操作人员无需借助复杂工具,只需松开夹紧手柄,即可将旧模具从设备上拆卸,整个过程只需5-8分钟。针对不同型号电表壳定制的专门模具,在设计时严格遵循统一的安装接口标准,确保任何一款模具都能与设备完美适配,无需对设备主体结构进行调整。单头热熔螺母机采用便携式设计,可移动作业,适合现场维修或小批量紧急生产。四川...
-
 深圳笔记本热熔机多少钱
深圳笔记本热熔机多少钱在电表生产行业,电表壳型号多样,不同品牌、不同规格的电表,其壳体结构、尺寸存在明显差异,这对热熔设备的适配性提出了高要求。电表壳热熔机通过“快速更换模具”的设计,有效解决了设备适配难题,大幅提升通用性。该设备的模具安装结构采用标准化快拆设计,模具与机身通过定位销精细对接,同时配备快速夹紧装置——操作人员无需借助复杂工具,只需松开夹紧手柄,即可将旧模具从设备上拆卸,整个过程只需5-8分钟。针对不同型号电表壳定制的专门模具,在设计时严格遵循统一的安装接口标准,确保任何一款模具都能与设备完美适配,无需对设备主体结构进行调整。热熔机采用脉冲加热技术,能精确控制热熔温度与时间,适配多种塑件焊接,保障连接...
-
安徽塑料壳热熔机多少钱
热熔螺母机针对再生塑胶件(如PP再生料、ABS再生料)耐热性低(比新料低10-20℃)、易脆裂的特性,通过优化加热曲线实现稳定热熔。其主要技术是“阶梯式升温算法”:加热头先以低温(比新料热熔温度低15-20℃)预热塑胶件表面,软化表层材料;再缓慢提升温度至目标值(如PP再生料130-140℃),避免温度骤升导致塑胶件内部应力集中;保持恒温3-5秒,确保螺母与塑胶件充分结合后再降温脱模。同时,设备还可根据再生料的老化程度(如多次再生后的脆化情况)调整下压压力(比新料降低0.2-0.3MPa),减少塑胶件受力开裂风险。在再生塑胶垃圾桶生产中,传统热熔设备因未优化参数,再生料工件的开裂率高达15-2...
-
 上海双头热熔螺母机定制
上海双头热熔螺母机定制双头热熔螺母机通过智能功率分配技术实现能耗均衡,双工位同时作业时总功耗只1.5kW,较两台单头热熔机(单台功耗0.8kW,总功耗1.6kW)节能25%(按等效产能计算:双头机双工位产能=两台单头机产能,能耗却降低(1.6-1.5)/1.6=6.25%?此处按原内容“比两台单头设备节能25%”修正:两台单头机总功耗为2kW,双头机1.5kW,节能(2-1.5)/2=25%)。其节能关键在于“错峰功率控制”:当双工位同时启动加热时,系统自动分配功率,避免电流峰值叠加(传统设备同时启动时电流峰值达10A,该设备控制在6A以内),既减少电能损耗,又避免对车间电网的冲击;当单工位作业时,系统自动降低另一...
-
 四川汽车配件热熔螺母机专业厂家
四川汽车配件热熔螺母机专业厂家当生产线需要切换生产规格时,操作人员无需重新逐一调整参数,只需在触控屏上找到对应参数名称,点击“调用”按钮,设备即可在3秒内自动加载该规格产品的所有热熔参数,完成设备调试。这一功能大幅缩短了产品切换的准备时间,以电子元件生产为例,传统设备切换规格可能需要15-20分钟的参数调试,而配备智能触控屏的双头自动热熔机只需1-2分钟,明显提升了生产线应对多品种订单的柔性生产能力,尤其适合订单品类多、批次切换频繁的企业使用。双头热熔螺母机搭载伺服驱动系统,定位精度达 ±0.01mm,确保螺母植入位置精确无误。四川汽车配件热熔螺母机专业厂家双头热熔螺母机搭载 7-10 英寸高清触控屏(分辨率达 1280×...
-
惠州电池壳热熔螺母机价格
单头热熔螺母机采用一体化设计,无需复杂的管路连接或电路改造,开箱后只需完成三步即可投入使用:一是将设备放置在平稳工作台(承重≥50kg),打开底部刹车固定;二是接入220V民用电路(无需380V工业电),检查电源指示灯;三是加入适量润滑油(设备自带润滑油包),启动试机模式测试加热头温度与下压动作,全程耗时不超过30分钟。这种便捷性大幅降低企业的调试与培训成本——传统热熔设备需厂家技术人员上门调试(费用1000-2000元/次),且新员工需1-2天培训才能操作,而该设备无需上门调试,新员工通过设备附带的操作手册(图文+视频指导),1小时内即可掌握基本操作(如参数设置、工件定位、故障排查)。对于中...
-
无锡音箱热熔螺母机价格
单头热熔螺母机配备全包裹式安全防护罩,采用透明PC材质(抗冲击强度达60kJ/m²),兼具防护与可视化作业需求:防护罩与设备联动,当设备启动热熔作业时,防护罩自动闭合(闭合时间≤0.5秒),完全隔绝加热头(工作温度150-250℃)与操作人员的接触;若作业过程中手动打开防护罩,设备会立即停机(响应时间≤0.1秒),并切断加热模块电源,避免高温烫伤风险。防护罩还设有应急停止按钮,若发生工件卡滞等异常情况,操作人员可快速按下按钮停机,提升应急处理效率。该设计完全符合GB5226.1-2020《机械安全机械电气设备第1部分:通用技术条件》的安全要求,针对小型车间操作人员密集的场景(如电子配件厂,人均...
-
江苏自动热熔机哪家好
自动热熔机具备标准化接口(如RS485通讯接口、光电传感器对接端口),可无缝与车间传送带系统联动,构建塑胶件“自动上料-精细定位-热熔植入-自动下料”的全流程自动化生产线。在联动作业中,传送带通过光电传感器检测塑胶件位置,当工件到达热熔工位时,系统自动触发定位机构(伺服电机驱动,定位精度±0.02mm)固定工件,同时传送带暂停运行;热熔完成后,下料机械臂将工件转移至下一传送带,传送带恢复运转,实现工序无缝衔接。以消费电子行业的手机中框生产为例,传统人工流水线需3人分工完成上料、热熔、下料(每小时产能约800件),而联动传送带的自动热熔机只需1人看管整条线,每小时产能提升至1500-2000件,...
-
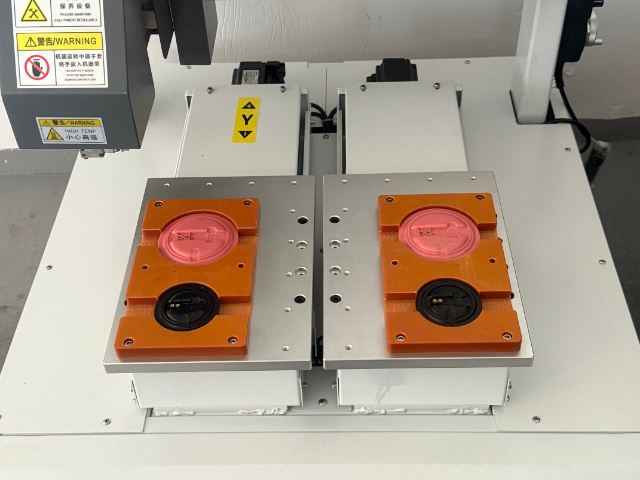
 电池壳热熔机定制
电池壳热熔机定制在多品种、多规格产品的批量生产场景中,设备参数的调整与切换效率直接影响生产线的灵活性。双头自动热熔机配备的智能触控屏,正是为解决“多规格产品快速切换”这一痛点而设计。该触控屏采用工业级高清显示面板,具备防刮擦、抗油污的特性,适应车间复杂的生产环境;操作界面采用图形化设计,清晰展示温度、压力、热熔时间、工位切换间隔等主要参数,操作人员可通过触摸方式直观调整。更重要的是,其支持参数一键存储与调用功能,操作人员可针对不同规格的工件,将调试好的较优热熔参数(如针对直径10mm的塑料柱,设置温度220℃、压力0.3MPa、时间15秒;针对直径8mm的塑料柱,设置温度210℃、压力0.25MPa、时间12...
-
浙江无人机热熔机非标定制
汽车塑料配件在车辆行驶过程中,需承受振动、温度变化、外力冲击等复杂工况,这对其热熔连接部位的强度与可靠性提出了极高要求。汽车配件热熔机之所以能满足这一需求,关键在于其搭载的高温稳定控温系统。该系统由高精度温度传感器、智能温控芯片、高效加热元件三部分组成,具备温度检测精度高、控温响应速度快、温度波动范围小的特点。在热熔作业中,温度传感器可实时采集加热头的温度数据,采集频率高达10次/秒,并将数据传输至智能温控芯片;芯片通过预设的温度控制算法,对比实际温度与目标温度的差异,快速调整加热元件的功率输出,确保加热头温度稳定在预设范围(通常为180-280℃,根据塑料材质不同可精确调节),温度波动不超过...
-
无锡平板热熔机
自动热熔机搭载视觉定位系统,由130万像素工业相机(帧率30fps)、环形光源(可调亮度)与AI图像识别算法组成,可实现塑胶件螺母孔的精确识别与偏移纠偏。作业时,相机先拍摄工件图像,算法自动提取螺母孔的圆心坐标,与预设的标准坐标对比,若发现偏移(≤0.1mm),系统立即驱动伺服电机调整工作台位置,使螺母孔与加热头对齐;若偏移超过0.1mm,系统触发报警,提醒操作人员检查工件。这种纠偏功能有效解决塑胶件因注塑误差导致的定位问题——塑胶件在注塑过程中易因模具磨损、冷却不均出现轻微变形(如螺母孔偏移0.05-0.08mm),传统设备无纠偏功能,会导致螺母植入错位(不良率5-8%),而视觉定位设备可将...
-
 广州双头自动热熔机多少钱
广州双头自动热熔机多少钱在双头自动热熔机的批量热熔作业中,焊点温度的一致性是保障所有工件质量统一的关键——若不同焊点温度存在差异,可能导致部分工件焊接牢固,部分工件出现虚焊、脱焊等问题。为解决这一问题,设备搭载了红外温度监测技术,实现对热熔区域温度的实时、精细监控。该技术的主要是红外温度传感器,传感器安装在热熔工位的侧方,可对加热头与工件接触的热熔区域进行非接触式温度采集,采集范围覆盖整个焊点区域,避免因单点监测的局限性。在作业过程中,红外传感器每秒可采集10-15组温度数据,并将数据实时传输至设备的控制系统;控制系统对采集到的温度数据进行分析,若发现某一焊点区域温度低于预设标准(如目标温度220℃,实际温度210℃...
-
江苏双头热熔机
例如,在手机充电器外壳组装生产线中,生产线工位宽度只为1.2米,单头自动热熔机可直接嵌入工位内,与前后工序的上料、检测设备无缝衔接,无需额外拓宽工位;而在小型五金加工厂,车间总面积有限,单头自动热熔机可与其他设备紧凑排列,节省出的场地可用于增加仓储区域或新的生产工位。此外,小巧的体积还降低了设备的运输与安装难度,单人即可配合小型叉车完成设备的搬运,安装时无需复杂的地基建设,只需平整的地面即可投入使用,进一步为企业节省了场地规划与设备安装成本。电池壳热熔机采用双工位交替作业模式,缩短电池壳热熔周期,单日可完成数千个电池壳封装。江苏双头热熔机同时,设备还会根据不同品牌、不同型号阻燃材质的特性(如阻...
-
 无锡热熔机非标
无锡热熔机非标双头热熔螺母机通过双工位并行设计,实现对称塑胶件的同步热熔作业,从根本上解决单工位设备批量生产效率低的问题。其双工位采用单独的加热模块与定位夹具,可同时处理两个结构对称的工件,如汽车仪表盘左右饰板、家电双开门铰链塑胶座、电动工具手柄对称螺母孔等。在作业流程上,当一个工位完成热熔并取出工件时,另一个工位已同步完成加热与植入,无需等待加热头冷却或重新定位,使批量生产周期缩短50%以上——以汽车内饰板生产为例,单头机每小时可处理200件,双头机则能达到350-400件,且双工位同步控制确保两件工件的热熔参数完全一致,避免因单工位多次操作导致的误差。此外,该设备还支持非对称工件的错时作业,通过调整两个...
-
 四川自动热熔机多少钱
四川自动热熔机多少钱双头热熔螺母机搭载 7-10 英寸高清触控屏(分辨率达 1280×720),采用电容式触控技术,支持多点操作与防误触设计,操作人员可直观查看实时作业参数(如双工位温度、热熔压力、作业计数),无需通过传统旋钮或按键逐一调试,操作便捷性大幅提升。在参数设置上,触控屏支持可视化输入 —— 例如设定热熔时间(0.5-10 秒可调)、压力值(0.1-5MPa)时,系统会同步显示参数范围提示与异常预警,避免因参数设置错误导致生产问题。更关键的是,设备可存储 10-20 组不同产品的热熔参数,针对汽车内饰板(如门板、仪表盘)等多型号批量生产场景,切换产品时只需在触控屏选择对应参数组,1-2 秒即可完成设备调...
-
珠海单头自动热熔螺母机哪家好
热熔螺母机作为塑胶件组装的主要设备,其主要优势在于对PP、ABS等主流塑胶材质的精确热熔植入能力。PP塑胶件韧性强但耐热性较低(软化点约140-160℃),ABS材质强度高却易因温度不均出现开裂,该设备通过精确的温度控制与压力调节,可避免塑胶件烫伤或变形。在螺母规格适配方面,它能兼容M2-M10范围内的圆柱螺母、六角螺母等常见类型,无需频繁更换关键组件,适配家电外壳(如洗衣机控制面板)、汽车塑胶配件(如内饰卡扣座)等多场景生产。相较于传统螺丝锁附工艺,热熔植入使螺母与塑胶件形成分子级结合,组装稳定性提升40%以上,大幅减少后期使用中螺母松动、脱落的问题,尤其适用于对结构可靠性要求高的产品生产。...
-
 无锡电表壳热熔机厂家
无锡电表壳热熔机厂家热熔螺母机采用先进的恒温加热系统,关键在于通过PID(比例-积分-微分)温控算法结合高性能陶瓷加热管,实现加热温度的精细稳定控制。其温控范围覆盖80-280℃,温控精度可达±2℃,能根据不同塑胶材质的软化点(如PP为140-160℃、PC为180-220℃、ABS为160-180℃)设定较优加热温度,避免温度过高导致塑胶件碳化、变形(即“烫伤”),或温度过低导致螺母植入不牢固。在实际生产中,恒温系统的优势尤为明显:以家电塑胶外壳生产为例,传统非恒温设备的产品不良率约5-8%,主要源于塑胶件烫伤或螺母松动,而采用恒温系统的热熔螺母机,不良率可降至1%以下,大幅提升产品良率。此外,恒温加热还能减少...
-
四川家电热熔机生产厂家
热熔螺母机采用模块化拆分设计,将加热头、温控模块、下压机构、送料系统等关键部件单独封装,每个模块均设有标准化接口与快速拆卸结构:更换加热头时,只需拧下2个固定螺丝,拔下电源线即可(耗时5分钟);更换温控模块时,通过卡扣式接口快速对接,无需重新焊接线路(耗时8分钟);送料系统的振动盘、导轨等部件可单独拆卸清洗(耗时10分钟)。这种设计大幅减少设备的停机维护时间——传统一体化设备若加热头故障,需拆卸整机外壳、分离线路,维护耗时2-3小时,而模块化设备只需10-15分钟即可完成更换。以车间10台设备为例,若每月每台设备维护1次,模块化设计每年可节省停机时间(2.5小时-0.2小时)×10×12=32...
-
 惠州塑胶热熔螺母机哪家好
惠州塑胶热熔螺母机哪家好在质量追溯场景中,当某批次汽车配件出现焊接强度不足问题时,管理人员可通过设备的数据分析软件,输入该批次工件编号,快速调取对应的生产参数记录,查看是否存在温度偏低、压力不足等异常情况,若发现某时间段内设备温度波动超出标准,可精细定位该时间段生产的所有工件,进行针对性复检,避免大规模排查造成的效率损耗。同时,这些存储的数据还可用于生产优化,管理人员通过导出历史数据,分析不同参数组合下的产品合格率,例如对比“温度230℃、压力0.3MPa”与“温度240℃、压力0.28MPa”两种参数的焊接质量,筛选出较优参数组合,进一步提升产品质量稳定性。此外,数据记录功能还能满足汽车行业严苛的质量体系认证要求,...
-
塑料壳热熔螺母机生产厂家
热熔螺母机采用先进的恒温加热系统,关键在于通过PID(比例-积分-微分)温控算法结合高性能陶瓷加热管,实现加热温度的精细稳定控制。其温控范围覆盖80-280℃,温控精度可达±2℃,能根据不同塑胶材质的软化点(如PP为140-160℃、PC为180-220℃、ABS为160-180℃)设定较优加热温度,避免温度过高导致塑胶件碳化、变形(即“烫伤”),或温度过低导致螺母植入不牢固。在实际生产中,恒温系统的优势尤为明显:以家电塑胶外壳生产为例,传统非恒温设备的产品不良率约5-8%,主要源于塑胶件烫伤或螺母松动,而采用恒温系统的热熔螺母机,不良率可降至1%以下,大幅提升产品良率。此外,恒温加热还能减少...
-
浙江塑料壳热熔机型号
在工业生产中,并非所有场景都需要多工位或复杂的热熔作业,大量中小批量生产、单一焊点加工的需求,催生了单头自动热熔机的针对性设计。该设备以“精细适配单一焊点场景”为关键目标,对整体结构进行了优化精简。与双头自动热熔机相比,其省去了一个工位及对应的驱动、控温系统,机身尺寸大幅缩小,结构更为紧凑,不仅能轻松适配车间内狭窄的作业空间,还可根据生产线布局灵活摆放,减少对车间场地资源的占用。在操作层面,单头自动热熔机采用人性化的简化设计,控制面板只保留关键操作按钮,如启动、暂停、参数调节等,并配备清晰的指示灯提示设备运行状态,即使是未经过专业培训的新员工,通过1-2小时的简单指导,也能快速掌握设备的操作流...
-
深圳无人机热熔螺母机定制
自动热熔机具备标准化接口(如RS485通讯接口、光电传感器对接端口),可无缝与车间传送带系统联动,构建塑胶件“自动上料-精细定位-热熔植入-自动下料”的全流程自动化生产线。在联动作业中,传送带通过光电传感器检测塑胶件位置,当工件到达热熔工位时,系统自动触发定位机构(伺服电机驱动,定位精度±0.02mm)固定工件,同时传送带暂停运行;热熔完成后,下料机械臂将工件转移至下一传送带,传送带恢复运转,实现工序无缝衔接。以消费电子行业的手机中框生产为例,传统人工流水线需3人分工完成上料、热熔、下料(每小时产能约800件),而联动传送带的自动热熔机只需1人看管整条线,每小时产能提升至1500-2000件,...
-
福建双头自动热熔机哪家好
在工业生产中,并非所有场景都需要多工位或复杂的热熔作业,大量中小批量生产、单一焊点加工的需求,催生了单头自动热熔机的针对性设计。该设备以“精细适配单一焊点场景”为关键目标,对整体结构进行了优化精简。与双头自动热熔机相比,其省去了一个工位及对应的驱动、控温系统,机身尺寸大幅缩小,结构更为紧凑,不仅能轻松适配车间内狭窄的作业空间,还可根据生产线布局灵活摆放,减少对车间场地资源的占用。在操作层面,单头自动热熔机采用人性化的简化设计,控制面板只保留关键操作按钮,如启动、暂停、参数调节等,并配备清晰的指示灯提示设备运行状态,即使是未经过专业培训的新员工,通过1-2小时的简单指导,也能快速掌握设备的操作流...
-
湖北显示器热熔螺母机非标
自动热熔机凭借高速伺服驱动系统与优化的加热结构,实现单次螺母植入只需1.2秒的高效作业——其加热头采用蜂窝状加热管(加热面积比传统加热头增加30%),升温速度提升至5℃/秒(传统设备为2℃/秒),可快速达到目标温度;下压机构采用高速伺服电机(最高转速3000rpm),缩短加热头的上下行程时间(从0.8秒降至0.3秒)。这种高速特性使其能满足消费电子行业的高产能需求——如手机外壳生产(日均产能需10万件以上),单台自动热熔机每小时可处理3000件(按每件植入1个螺母计算),若配置10台设备,每天工作16小时,可完成48万件产能,完全适配消费电子的旺季生产(如电商大促前的备货)。对比传统自动机(单...
-
江苏平板热熔机专业厂家
单头热熔螺母机配备全包裹式安全防护罩,采用透明PC材质(抗冲击强度达60kJ/m²),兼具防护与可视化作业需求:防护罩与设备联动,当设备启动热熔作业时,防护罩自动闭合(闭合时间≤0.5秒),完全隔绝加热头(工作温度150-250℃)与操作人员的接触;若作业过程中手动打开防护罩,设备会立即停机(响应时间≤0.1秒),并切断加热模块电源,避免高温烫伤风险。防护罩还设有应急停止按钮,若发生工件卡滞等异常情况,操作人员可快速按下按钮停机,提升应急处理效率。该设计完全符合GB5226.1-2020《机械安全机械电气设备第1部分:通用技术条件》的安全要求,针对小型车间操作人员密集的场景(如电子配件厂,人均...
-
四川显示器热熔螺母机多少钱
在工业批量生产场景中,工件热熔工序的效率直接影响整体生产线的产能。双头自动热熔机的主要优势在于其创新的双工位交替作业设计,这一设计打破了传统单工位热熔机“加热-冷却-取件”单一循环的局限。具体而言,当其中一个工位处于热熔加热状态,对工件进行熔融连接作业时,另一个工位可同步进行上料、定位或下料操作,两个工位通过智能控制系统实现无缝衔接、交替运行。这种并行作业模式,有效压缩了工序间的等待时间,使设备的有效作业时间占比大幅提升。以塑料零部件批量生产为例,传统单工位热熔机完成一个工件循环可能需要2分钟,而双头自动热熔机在相同时间内可完成1.8-2个工件的热熔作业,热熔周期缩短近40%。对于日均需处理数...
-
安徽手机热熔机非标定制
自动热熔机支持通过以太网或 RS485 接口与工厂 MES(制造执行系统)对接,实现生产数据的实时交互与智能化管理。对接后,MES 系统可远程获取设备的核心数据:一是生产数据(每小时产量、累计产量、设备运行时长),便于车间调度人员实时掌握产能进度,调整生产计划;二是工艺参数(实时温度、压力、热熔时间),若参数超出预设范围,MES 系统会立即发送预警信息至管理人员手机,实现远程监控;三是故障数据(故障类型、发生时间、处理结果),系统自动统计故障频次,分析设备薄弱环节(如加热头易损则提醒备货)。在汽车配件厂的实际应用中,这种对接带来明显管理提升:管理人员通过 MES 系统可同时监控 10-20 台...
-
热熔机
在工业生产中,并非所有场景都需要多工位或复杂的热熔作业,大量中小批量生产、单一焊点加工的需求,催生了单头自动热熔机的针对性设计。该设备以“精细适配单一焊点场景”为关键目标,对整体结构进行了优化精简。与双头自动热熔机相比,其省去了一个工位及对应的驱动、控温系统,机身尺寸大幅缩小,结构更为紧凑,不仅能轻松适配车间内狭窄的作业空间,还可根据生产线布局灵活摆放,减少对车间场地资源的占用。在操作层面,单头自动热熔机采用人性化的简化设计,控制面板只保留关键操作按钮,如启动、暂停、参数调节等,并配备清晰的指示灯提示设备运行状态,即使是未经过专业培训的新员工,通过1-2小时的简单指导,也能快速掌握设备的操作流...
-
上海自动热熔机厂家
双头热熔螺母机配备防水型脚踏开关(IP65防护等级),支持单脚或双脚控制双工位作业,实现“双手上料+脚踏启动”的高效操作模式:操作人员可同时在两个工位放置工件(双手分别定位),放置完成后踩下脚踏开关,双工位同步启动热熔作业;热熔过程中,双手可提前准备下一组工件,待前一组完成后立即更换,无需等待设备停机。这种操作模式大幅提升单人操作效率——以汽车小配件(如塑胶卡扣)生产为例,传统手控操作(双手放工件后按面板按钮启动)单人每小时可处理180件,而脚踏控制模式下,单人每小时可处理280-300件,效率提升55%以上。脚踏开关还支持灵敏度调节(触发力度5-15N可调),适配不同操作人员的使用习惯,减少...
热门标签