标签列表 - 安普科技有限公司
-
 上海金属火花探除器生产厂家
上海金属火花探除器生产厂家对于车间空间有限的中小型纺织企业(如厂房面积<5000㎡、生产线<5 条),传统分立的金属探测器与火花探测器因体积大(单台尺寸约 500mm×300mm×200mm),需占用较多安装空间,且布线复杂(两套设备需分别连接电源、中控系统),往往面临 “安装位置不足” 的难题。安普 AMP-2000.v21 二合一设备的 “集成化机芯” 设计(体积 300mm×200mm×150mm),需传统设备 1/3 的安装空间,且需 1 组电源和 1 条通信线,某河南小型棉纺厂(3 条生产线)此前因车间狭窄,无法安装两套分立设备,改用鹰眼二合一设备后,成功在清棉机出口管道处安装,且布线耗时 2 小时,较传统设...
发布时间:2025.10.20 -
 上海金属火花探除器设备厂家
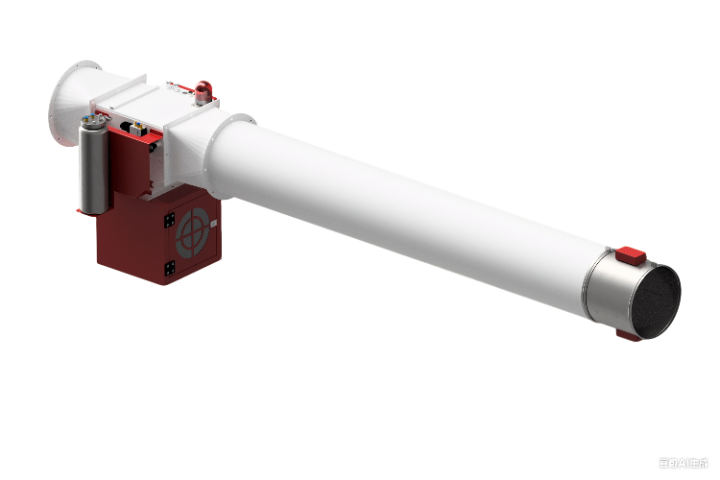
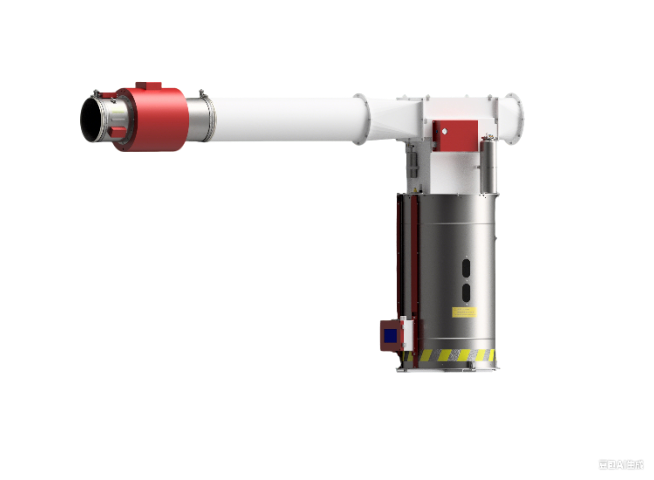
上海金属火花探除器设备厂家技术优势:AMP-2000.v21 型二合一金属火花探除器对小金属颗粒具备高灵敏度的探测能力,能探测夹杂在纤维中高速流动的极微小的火花。它具备极强的抗干扰能力,适应纺织厂等工业生产中复杂的电磁环境,还具备火花探头自检功能,自检出故障时,能迅速报警。其排杂机构响应时间短,只需较短的安装距离,并且配备 RS485 通讯接口,采用 Modbus-RTU 通讯协议,可以接入安普物联,实现 APP 和远程平台作。 销售亮点:这款产品直接装在输棉管道上,能自动检测、排除纺织纤维中的混入的金属物和生产过程中产生的火花、燃屑,是确保纺织厂清梳联生产线或其他通过气流管道输送物料生产线上生产安全的重要设...
-
 北京金属探除器厂家供应
北京金属探除器厂家供应安普为江苏大生集团定制 “安全生产信息化” 系统,将鹰眼探除器与多仓灭火系统接入 MES 平台,实现从抓棉到成品的全流程安全数据可视化。通过实时监控金属杂质和火花事件,企业原料损耗率下降 18%,设备维护成本降低 25%。该项目被工信部列为 “纺织行业智能化改造”,吸引 30 余家同行参观学习。 三房巷集团通过安普金属火花二合一探除器替换欧洲进口设备,以三分之一价格实现同等性能。例如,原设备对铝杂质检测灵敏度为 3mm,安普 AMP-2000.v21 型号提升至 2mm,且年均维护费用从 12 万元降至 4.5 万元。这种 “国产替代 + 性能升级” 模式,成为纺织行业降本增效的典型...
-
 北京纺织探除器厂家供应
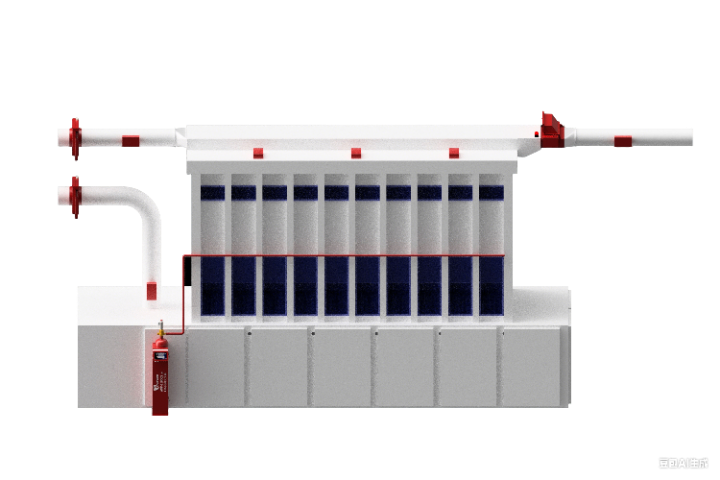
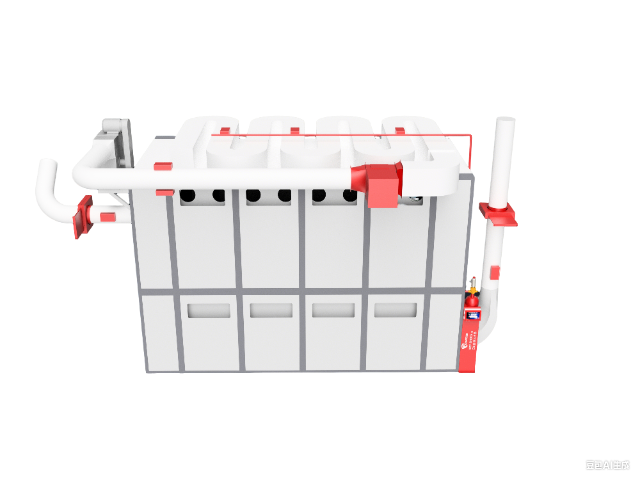
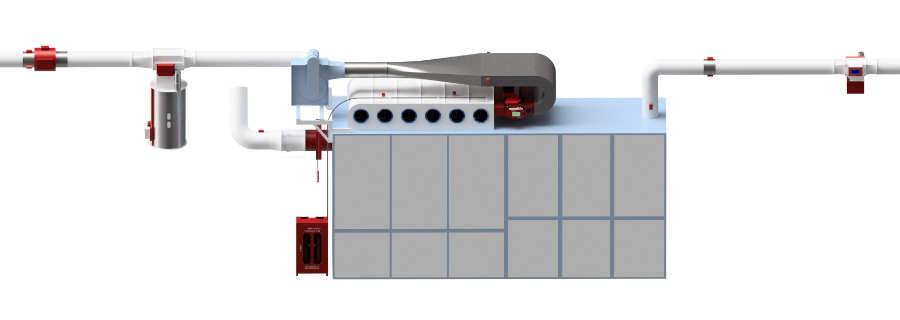
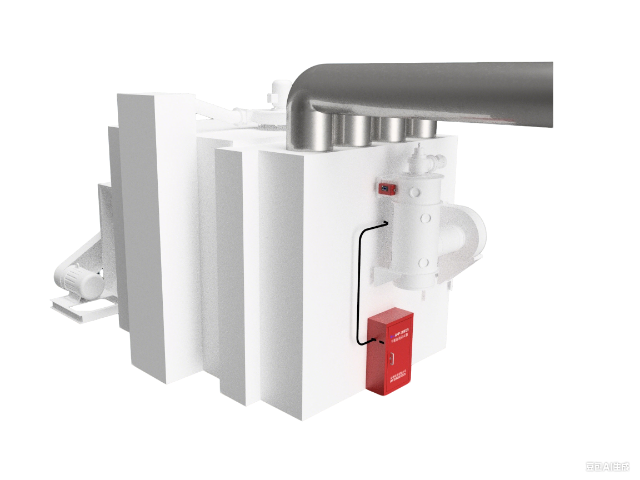
北京纺织探除器厂家供应技术优势:AMP-119D・MF多仓火花拦截、熄灭系统是针对多仓开发的防火安全设备,它采用防、消结合的设计理念。系统中的火花探测主机配备高敏红外传感器,可迅速探测夹杂在纺织纤维或其他输送物料或粉尘中的微小火花、燃屑。当探测到火花时,能迅速启动灭火拦截装置,通过气体灭火方式,在瞬间扑灭内部火情,其灭火速度快、安全、无污染。 技术优势:AMP-119D・MF多仓火花拦截、熄灭系统是针对多仓开发的防火安全设备,它采用防、消结合的设计理念。系统中的火花探测主机配备高敏红外传感器,可迅速探测夹杂在纺织纤维或其他输送物料或粉尘中的微小火花、燃屑。当探测到火花时,能迅速启动灭火拦截装置,通过气体灭...
-
 上海金属星火探除器设备厂家
上海金属星火探除器设备厂家安普科技以技术创新为驱动力,构建了“基础研究-产品开发-工艺优化”的全链条研发体系。公司设立江苏省纺织防火工程技术研究中心,与扬州大学共建联合实验室,每年营收的8%用于技术研发。在红外火花探测领域,安普自主研发的鹰眼三代(AMPEE01.V21)探测器,可检测到直径4mm的铝、铜、不锈钢球等不同金属,灵敏度提升100%,并通过欧盟CE认证与防爆认证。该技术已获发明专利授权,应用于1000余条清梳联生产线,2024年正确报警率达100%。 智能化与物联网技术深度融合是安普技术突破的关键方向。公司推出的“火盾”智能防火系统,集成AI火情识别、远程报警推送与自动灭火联动功能。当系统检测到火...
-
 河北金属星火探除器哪家好
河北金属星火探除器哪家好纺织清梳联工厂火灾频发的根源在于工艺特性与管理疏漏的叠加效应。清梳联工序涉及开松、除杂、梳理等机械作业,原料中的金属杂质、棉结与设备高速摩擦易产生火花。据统计,抓棉机因打击金属杂质引发的火灾占前纺的52%,而梳棉机喂棉箱因密闭空间积尘自燃高达37%。2024年某纺织厂因抓棉机刀片磨损未及时更换,导致金属碰撞产生火花,引燃输棉管道内的棉尘,造成直接经济损失800余万元。 设备老化与电气故障是火灾的重要诱因。清梳联设备长期处于高负荷运行状态,电机轴承磨损、传动带打滑等机械故障易导致局部过热。电气系统方面,变频器谐波污染引发的设备发热问题日益突出,某企业因变频器谐波治理不到位,导致电缆沟内...
-
天津金属火花探除器厂家
为客户提供 “全周期培训服务”:设备安装后,为操作工人提供 1 天的实操培训(涵盖设备启停、参数调整、日常清洁);为设备管理员提供 2 天的深度培训(包括故障诊断、数据分析、应急处理),培训后颁发《安普设备操作认证》。某四川纺织厂的 3 名管理员通过培训,不仅能解决 90% 的设备小故障,还能通过分析云平台数据,制定出 “按季节调整探测阈值” 的管理方案,使设备全年误报率在 0.5 次以内。这种 “设备 + 服务 + 培训” 的一体化模式,让安普金属火花探测器不仅是一款安全设备,更成为企业安全生产管理的 “得力助手”,许多客户在设备到期更新时,均选择继续采购安普产品,客户复购率达 85% 以上...
-
 无锡119探除器维修价格
无锡119探除器维修价格金属探除器外壳采用IP65防护等级设计,针对高湿度、多粉尘的复杂纺织车间环境,能隔绝飞花与水汽侵蚀。采用的传感器搭载动态信号补偿算法,可自动过滤机械振动、原料密度波动等干扰因素,确保在清花机、并条机等强震动工位稳定运行。模块化结构方便拆卸清洁,维护成本极低,适应24小时连续生产需求。金属探除器不仅单独运作,更可与PLC系统无缝连接,实现与后续设备的智能联动。当探测到金属异物时,设备在0.02秒内触发急停或自动分流装置,同步记录事件数据(时间、位置、大小)。历史数据可通过云端平台分析,帮助企业优化原料采购标准与预处理流程,从源头降低金属污染率,提升整体良品率。安普设备获 CE / 防爆认证,出口...
-
 黑龙江火星探除器什么价格
黑龙江火星探除器什么价格电气安全方面金属探测器通常需要通电使用,内部包含电路等电气组件。CE认证中有针对电气安全的相关标准要求,例如产品的绝缘性能要合格,防止使用者触电危险;接地措施要得当,能在出现电气故障时将电流导入大地,避免因漏电等造成人员伤亡或设备损坏等安全问题。通过认证过程中的严格检测,可以确保其电气方面的安全性达到欧盟认可的标准水平。机械安全方面金属探测器在使用过程中可能涉及到一些机械结构的运转,比如手持部分的牢固性、探头等部件的稳定性等。CE认证要求其机械结构不存在尖锐边角等容易对使用者造成物理伤害,各部件连接可靠,不会在正常使用或者一定范围内的受力情况下出现松动、脱落等导致危险的情况,以此保护使用者...
-
吉林金属探除器哪家好
从成本效益角度看,安普金属火花探测器的投入产出比极高。设备单台采购成本约万元(根据功能配置),而单次火灾的直接损失通常是设备成本的100倍以上。更重要的是,设备能减少因火灾导致的长期损失:比如火灾后企业的品牌信誉受损,客户订单流失——某广东纺织出口企业曾因火灾事故,被海外客户取消3个年度订单(总金额1200万元),而安装安普设备后,凭借“零火灾记录”重新获得客户信任,订单量恢复并增长20%。此外,设备还能帮助企业降低保险成本:保险公司对安装合格火花探测设备的纺织厂,财产险保费通常可降低20%-30%。某河南纺织厂投保时,因安装安普设备,年保费从120万元降至85万元,5年累计节省保...
-
 淮安火星探除器大概价格多少
淮安火星探除器大概价格多少安普科技每年将营收的12%用于研发,保持技术优势。在火花探测领域的相关优势技术居国内前列。与扬州大学合作的“防燃防爆实验室”,正在研究基于AI的火花预测模型,预计2026年推出可提前预警潜在火源的设备。这种“产学研合作”的模式,确保安普始终掌握行业主要技术,为客户提供持续的安全环境。安普科技对产品质量充满信心,提供行业优先的售后服务承诺。设备整机保修1年,主要部件(如传感器)保修1年,易损件(如喷头)提供终身成本价更换。其“防火基金”计划为客户提供额外环境:若按安普方案安装设备后仍发生火情,安普将免费维修或更换受损设备。某纺织厂在火灾后通过基金获得全额赔付,设备在48小时内继续运行,较传统...
-
 淮安星火探除器哪家好
淮安星火探除器哪家好安普科技的设备与现有生产线集成较为方便。例如金属探除器,它可与 PLC 系统无缝连接,实现与后续设备的智能联动。当探测到金属异物时,设备能在 0.02 秒内触发急停或自动分流装置,同步记录事件数据。火花探除器的火花探头与主机之间采用电源载波通讯,只需两根线就可以在车间组网安装,信号传输距离长,简单可靠,可方便地集成到现有生产线的管道等部位。 安普科技的产品有众多成功案例。如在山东某纺织厂的粉尘车间改造项目中,安普的防爆型火花探除器成功通过了应急管理部门的安全验收,为该车间的粉尘防爆区域提供了可靠防护,防止了设备内部电路火花引燃外部粉尘云,避免了火情发生。在南通大生智慧化工厂项目中,鹰...
-
 江西金属星火探除器生产厂家
江西金属星火探除器生产厂家纺织生产车间的电磁环境极为复杂,变频器、电机、高压输棉管道等设备会产生大量电磁干扰,传统金属探测器常因误报率过高难以稳定运行。安普金属探测器通过三级抗干扰体系,实现了在复杂环境下的可靠检测。1.硬件屏蔽层:探测头外壳采用“内层坡莫合金+外层冷轧钢板”的双层结构;2.信号传输抗干扰:探测器与控制箱之间采用双绞屏蔽线缆,线缆阻抗严格在120Ω±10%,以匹配RS485通信接口的特性阻抗,减少信号反射;线缆外层包裹铝箔+编织网双层屏蔽,编织密度≥90%,能有效隔离外界电磁对传输信号的干扰。3.软件抗干扰算法:系统内置自适应噪声抵消(ANLMS)算法,通过实时采集环境噪声样本,生成与干扰信...
-
福建纺织探除器生产厂家
纺织生产车间的电磁环境极为复杂,变频器、电机、高压输棉管道等设备会产生大量电磁干扰,传统金属探测器常因误报率过高难以稳定运行。安普金属探测器通过三级抗干扰体系,实现了在复杂环境下的可靠检测。1.硬件屏蔽层:探测头外壳采用“内层坡莫合金+外层冷轧钢板”的双层结构;2.信号传输抗干扰:探测器与控制箱之间采用双绞屏蔽线缆,线缆阻抗严格在120Ω±10%,以匹配RS485通信接口的特性阻抗,减少信号反射;线缆外层包裹铝箔+编织网双层屏蔽,编织密度≥90%,能有效隔离外界电磁对传输信号的干扰。3.软件抗干扰算法:系统内置自适应噪声抵消(ANLMS)算法,通过实时采集环境噪声样本,生成与干扰信...
-
南通纺织探除器大概价格多少
安普设备平均无故障工作时间(MTBF)达 15000 小时,远超行业 8000 小时标准。某棉纺厂使用安普设备 5 年后,综合维护成本比更换其他品牌节省 40%。其 “以旧换新” 政策对旧设备折价 3000-5000 元,进一步降低升级成本。例如,某企业通过替换欧洲进口设备,以三分之一价格实现同等性能,年维护费用减少 60%。 安普MCP 物联网云平台支持设备状态实时监控,通过 AI 算法预测潜在故障。例如,某化纤厂通过云端预警提前更换老化传感器,避免因设备故障导致的日损失 20 万元。系统还提供历史数据追溯功能,帮助客户优化生产流程:浙江某企业通过分析金属杂质来源,改进原料采购标准...
-
福建火星探除器什么价格
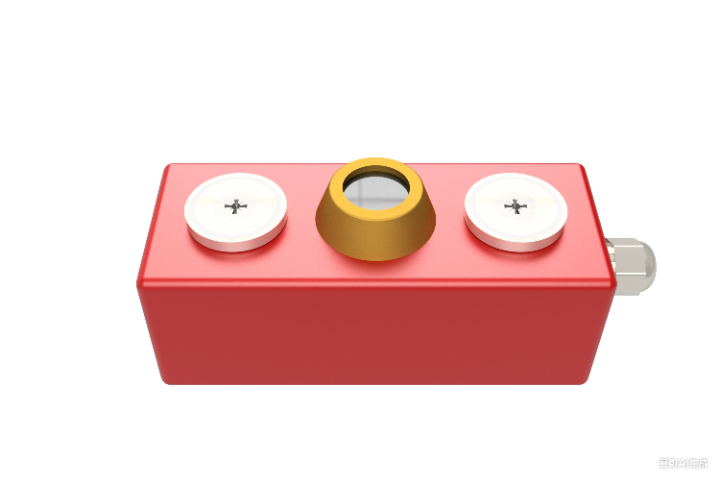
“鹰眼”设备的主要技术突破在于金属探测与火花探测的一体化协同设计,彻底解决传统分立设备“响应不同步、数据不互通”的痛点。从硬件架构看,设备集成“高频电磁感应金属探测模块”与“红外光电火花探测模块”:金属探测模块采用“三频线圈阵列”(100kHz/500kHz/1MHz),通过32组微型线圈组成环形检测区域,可精确捕捉纤维中直径以上的铁、铜、不锈钢等金属杂质,且通过“线圈阻抗动态补偿”技术,在纤维湿度5%-90%的波动范围内,灵敏度偏差在±3%以内;火花探测模块则搭载双InGaAs红外传感器(响应波长μm),采用“立体交叉探测”布局,两个传感器呈45°夹角覆盖检测区域,排除单一传感器...
-
纺织探除器厂家
针对纺织厂高粉尘环境的适应性设计同样关键:探测头外壳采用 316L 不锈钢材质,防护等级达 IP67,可承受高压水枪(0.8MPa)冲洗;传感器表面喷涂聚四氟乙烯涂层(厚度 30μm),能防止棉絮、化纤粉尘附着 —— 传统探测器因粉尘覆盖,每 2 周需拆机清洁,而安普设备通过涂层防护 + 自动反吹功能(每 30 分钟用 0.6MPa 压缩空气反吹传感器表面),维护周期延长至 3 个月。在极端温度环境下,设备内置温度补偿电路:当环境温度从 - 10℃升至 40℃时,通过热敏电阻实时调整传感器增益,确保探测灵敏度波动不超过 ±5%。某新疆纺织厂在冬季车间温度 - 8℃、夏季 38℃的环境下,该设备...
-
连云港119探除器按需定制
精确技术优势:安普科技的金属火花探除器采用“先探测后处置”的联动机制。其金属探除模块运用多频电磁感应技术,可同时识别铁、铜、不锈钢等多种金属类型,对直径2mm的铁球和5mm的不锈钢颗粒能实现精确检出。火花探测部分则依托红外光谱成像技术,可探测直径≥的火花,并在10ms内启动灭火程序。设备还搭载自适应灵敏度调节系统,能根据环境湿度、粉尘浓度等变化自动优化检测参数,平衡检测精度与误报率。 销售亮点:该产品通过了CE、CCC等全球安全认证,检测标准符合ISO22179与IEC61326,能帮助企业满足OSHA、GB/T19001等法规要求。其具备故障冗余设计,主备双探测模块和双路气源/水源...
-
常州火星探除器工厂直销
安普科技的产品支持定制化。公司构建了 “企业主导、高校支撑、市场导向” 的研发体系,具有强大的研发能力。例如,其火花探除器可根据不同的应用场景和客户需求,选择不同的灭火介质,如在棉尘车间可采用水基灭火系统,在化纤车间可采用氮气灭火系统等。此外,对于设备的安装方式、探测范围等参数,也可以根据客户的具体要求进行定制,以满足不同客户的个性化需求。 安普科技的产品具有较长的使用寿命。公司注重产品质量和性能,采用可靠的元件和材料制造设备。以火花探除器为例,其外壳采用防爆设计,能很好抵御恶劣环境的影响,内部元件经过严格的筛选和测试,具有良好的稳定性和可靠性。在正常使用和维护的情况下,设备可以稳定...
-
河北纺织探除器大概价格多少
“鹰眼”设备的主要技术突破在于金属探测与火花探测的一体化协同设计,彻底解决传统分立设备“响应不同步、数据不互通”的痛点。从硬件架构看,设备集成“高频电磁感应金属探测模块”与“红外光电火花探测模块”:金属探测模块采用“三频线圈阵列”(100kHz/500kHz/1MHz),通过32组微型线圈组成环形检测区域,可精确捕捉纤维中直径以上的铁、铜、不锈钢等金属杂质,且通过“线圈阻抗动态补偿”技术,在纤维湿度5%-90%的波动范围内,灵敏度偏差在±3%以内;火花探测模块则搭载双InGaAs红外传感器(响应波长μm),采用“立体交叉探测”布局,两个传感器呈45°夹角覆盖检测区域,排除单一传感器...
-
上海火星探除器设备厂家
安普科技的产品支持定制化。公司构建了 “企业主导、高校支撑、市场导向” 的研发体系,具有强大的研发能力。例如,其火花探除器可根据不同的应用场景和客户需求,选择不同的灭火介质,如在棉尘车间可采用水基灭火系统,在化纤车间可采用氮气灭火系统等。此外,对于设备的安装方式、探测范围等参数,也可以根据客户的具体要求进行定制,以满足不同客户的个性化需求。 安普科技的产品具有较长的使用寿命。公司注重产品质量和性能,采用可靠的元件和材料制造设备。以火花探除器为例,其外壳采用防爆设计,能很好抵御恶劣环境的影响,内部元件经过严格的筛选和测试,具有良好的稳定性和可靠性。在正常使用和维护的情况下,设备可以稳定...
-
浙江金属探除器厂家
金属探除器外壳采用IP65防护等级设计,针对高湿度、多粉尘的复杂纺织车间环境,能隔绝飞花与水汽侵蚀。采用的传感器搭载动态信号补偿算法,可自动过滤机械振动、原料密度波动等干扰因素,确保在清花机、并条机等强震动工位稳定运行。模块化结构方便拆卸清洁,维护成本极低,适应24小时连续生产需求。金属探除器不仅单独运作,更可与PLC系统无缝连接,实现与后续设备的智能联动。当探测到金属异物时,设备在0.02秒内触发急停或自动分流装置,同步记录事件数据(时间、位置、大小)。历史数据可通过云端平台分析,帮助企业优化原料采购标准与预处理流程,从源头降低金属污染率,提升整体良品率。零火灾记录成为客户信任背书,某广东企...
-
无锡火花探除器联系方式
安普MCP 云平台支持 RS485 通讯和 Modbus 协议,可与 MES 系统深度集成。例如,南通大生智慧化工厂通过该平台实现从原料到成品的全流程安全监控,生产效率提升 20%。系统还提供 APP 远程控制功能,技术人员可通过云端调整参数,平均故障修复时间≤2 小时。 安普与扬州大学共建 “防燃防爆联合实验室”,针对新型纤维燃点特性提供定制化测试服务。客户可将纤维样品寄至实验室,获取燃烧特性数据以优化设备参数。这种 “技术 + 服务” 模式帮助赛得利集团解决人造纤维生产中的静电干扰问题,成功实现欧洲进口设备的国产化替代。 设备支持与 MES 系统对接,提供实时生产数据,某企业优化...
-
 山西星火探除器生产厂家
山西星火探除器生产厂家技术优势:AMP-119D・MF多仓火花拦截、熄灭系统是针对多仓开发的防火安全设备,它采用防、消结合的设计理念。系统中的火花探测主机配备高敏红外传感器,可迅速探测夹杂在纺织纤维或其他输送物料或粉尘中的微小火花、燃屑。当探测到火花时,能迅速启动灭火拦截装置,通过气体灭火方式,在瞬间扑灭内部火情,其灭火速度快、安全、无污染。 技术优势:AMP-119D・MF多仓火花拦截、熄灭系统是针对多仓开发的防火安全设备,它采用防、消结合的设计理念。系统中的火花探测主机配备高敏红外传感器,可迅速探测夹杂在纺织纤维或其他输送物料或粉尘中的微小火花、燃屑。当探测到火花时,能迅速启动灭火拦截装置,通过气体灭...
-
黑龙江金属火花探除器生产厂家
安普科技以技术创新为驱动力,构建了“基础研究-产品开发-工艺优化”的全链条研发体系。公司设立江苏省纺织防火工程技术研究中心,与扬州大学共建联合实验室,每年营收的8%用于技术研发。在红外火花探测领域,安普自主研发的鹰眼三代(AMPEE01.V21)探测器,可检测到直径4mm的铝、铜、不锈钢球等不同金属,灵敏度提升100%,并通过欧盟CE认证与防爆认证。该技术已获发明专利授权,应用于1000余条清梳联生产线,2024年正确报警率达100%。 智能化与物联网技术深度融合是安普技术突破的关键方向。公司推出的“火盾”智能防火系统,集成AI火情识别、远程报警推送与自动灭火联动功能。当系统检测到火...
-
南通纺织探除器哪家好
安普科技的金属探测器技术突破在于三频同步电磁感应系统,该系统通过 100kHz、500kHz、1MHz 三个频段的电磁场协同工作,构建出覆盖不同金属材质特性的检测矩阵。从物理原理来看,铁磁性金属(如铁屑、铁钉)在低频段(100kHz)会因磁滞效应产生明显的磁场畸变,而非铁金属(如铜丝、铝屑)则在高频段(1MHz)通过涡流效应形成可识别的电流信号,而不锈钢这类弱磁性金属,其独特的晶体结构会在中频(500kHz)产生特征性的电磁响应 —— 这一技术设计直接解决了传统单频探测器对不锈钢灵敏度不足的行业痛点,实测数据显示,该设备对直径 2.0mm 的 304 不锈钢球检出率稳定在 99.7% 以上,对...
-
辽宁金属火花探除器多少钱
针对纺织厂不同应用场景(如气流输送管道、滤尘设备、清棉机喂棉箱),安普金属火花探测器开发了 “模块化适配” 方案:对于直径 Φ100-Φ600mm 的气流管道,采用 “插入式探测头”(长度可定制 200-500mm),探测头底部设计导流结构,避免气流漩涡导致的粉尘堆积;对于滤尘设备的方形箱体,采用 “壁挂式探测头”,通过万向支架调整探测角度,确保覆盖滤袋表面的关键区域;对于清棉机喂棉箱这类空间狭小的场景,采用 “微型探测头”(直径35mm),通过扁平式设计嵌入设备内部。所有探测头均支持 “热插拔” 更换,无需切断生产线电源,更换时间<5 分钟,大幅降低维护停机成本。绿产设计过 ISO 1400...
-
南通金属火花探除器工厂直销
安普为江苏大生集团定制 “安全生产信息化” 系统,将鹰眼探除器与多仓灭火系统接入 MES 平台,实现从抓棉到成品的全流程安全数据可视化。通过实时监控金属杂质和火花事件,企业原料损耗率下降 18%,设备维护成本降低 25%。该项目被工信部列为 “纺织行业智能化改造”,吸引 30 余家同行参观学习。 三房巷集团通过安普金属火花二合一探除器替换欧洲进口设备,以三分之一价格实现同等性能。例如,原设备对铝杂质检测灵敏度为 3mm,安普 AMP-2000.v21 型号提升至 2mm,且年均维护费用从 12 万元降至 4.5 万元。这种 “国产替代 + 性能升级” 模式,成为纺织行业降本增效的典型...
-
连云港鹰眼探除器多少钱
安普科技以技术创新为驱动力,构建了“基础研究-产品开发-工艺优化”的全链条研发体系。公司设立江苏省纺织防火工程技术研究中心,与扬州大学共建联合实验室,每年营收的8%用于技术研发。在红外火花探测领域,安普自主研发的鹰眼三代(AMPEE01.V21)探测器,可检测到直径4mm的铝、铜、不锈钢球等不同金属,灵敏度提升100%,并通过欧盟CE认证与防爆认证。该技术已获发明专利授权,应用于1000余条清梳联生产线,2024年正确报警率达100%。 智能化与物联网技术深度融合是安普技术突破的关键方向。公司推出的“火盾”智能防火系统,集成AI火情识别、远程报警推送与自动灭火联动功能。当系统检测到火...
-
天津星火探除器
纺织生产过程中,棉絮、化纤纤维与金属杂质摩擦产生的火花,是引发火灾的主要诱因之一 —— 据《纺织行业安全生产报告》统计,约 68% 的纺织厂火灾源于未及时发现的火花引燃粉尘。一旦发生火灾,不会造成设备烧毁、生产线停工,还可能面临人员伤亡处罚,经济损失往往数以百万计。某浙江纺织厂 2021 年因清棉机内金属杂质摩擦产生火花,未及时发现导致火灾,烧毁 3 台清棉机(价值 200 万元),生产线停工 15 天,直接损失超 500 万元。而安装安普金属火花探测器的企业,能从源头阻断火灾链条:某江苏纺织厂在气流输送管道安装 AMP-119D.v21探测器后,半年内累计检测到 23 次高危火花,均通过联动...
热门标签