标签列表 - 安普科技有限公司
-
 金属星火探除器工厂直销
金属星火探除器工厂直销安普火花探除器响应速度达100ms,比行业平均快50%。以AMP-119KFM多仓用型号为例,其红外与紫外双光谱检测技术可识别直径≥0.5mm的火花,并在80毫秒内启动灭火程序。在山东德州某企业安装当晚,设备即成功拦截一次火情,避免了价值数十万元的原料损失。这种极速响应在高速气流纺纱机中尤为关键,可在火花移动1米内将其扑灭,可以防止火势蔓延。鹰眼探除器(AMP-EE01.V21)采用高频电磁感应技术,可检测2mm微小金属碎屑,包括铜、铝、不锈钢等非磁性金属。在山东某纺织厂测试中,8次测试全部准确拦截直径2mm的铝球,避免了金属杂质对梳棉机针布的损伤,降低断纱率30%以上,同时减少设备停机维护成...
发布时间:2026.04.14 -
 天津星火探除器什么价格
天津星火探除器什么价格金属探除器不仅可直接识别纺织原料中混入的各类金属杂质,包括铜、铁、铝和不锈钢等各种金属。其灵敏度可调节至2mm微小金属碎屑,采用全屏抗干扰数字探测技术,能在震动大、磁场干扰大清梳联环境中保证设备稳定性,几乎没有误动作。而且配备高速拦截装置,确保在高速运转的纺纱流程中(如开松、梳理环节)实时拦截金属污染物。同时设备具备自检功能与故障报警系统,实时监测本身的性能,确保设备一直正常状态运行,降低因金属杂质导致的针布损伤、断纱及设备停机损失,为生产线提供全天候防护屏障。 符合消防验收标准,助力企业过审,避免整改延误工期,详情咨询李经理。天津星火探除器什么价格安普科技计划在2026年实现“火花探测-智能...
-
 南通金属火花探除器哪家好
南通金属火花探除器哪家好为确保在极端情况下仍能发挥防护作用,安普科技的金属火花探除器采用故障冗余设计,通过多模块备份提升设备可靠性。设备内置主备双探测模块,当主模块因故障失效时,备用模块可在50ms内自动切换运行,确保检测不中断;灭火系统配备双路气源/水源接口,一路出现堵塞或压力不足时,自动切换至备用管路。例如,在某纺织厂的滤尘管道中,主探测模块因粉尘覆盖临时失效,备用模块立即启动并成功捕捉到一个火星,及时触发灭火装置,避免了潜在问题。此外,设备的主要电路采用过流、过压、短路保护设计,当电网电压波动或遭遇雷击时,保护模块会自动切断电源,待故障排除后继续运行。这种冗余设计使设备的平均无故障工作时间(MTBF)达到150...
-
 上海火花探除器生产厂家
上海火花探除器生产厂家纺织清梳联工厂火灾频发的根源在于工艺特性与管理疏漏的叠加效应。清梳联工序涉及开松、除杂、梳理等机械作业,原料中的金属杂质、棉结与设备高速摩擦易产生火花。据统计,抓棉机因打击金属杂质引发的火灾占前纺的52%,而梳棉机喂棉箱因密闭空间积尘自燃高达37%。2024年某纺织厂因抓棉机刀片磨损未及时更换,导致金属碰撞产生火花,引燃输棉管道内的棉尘,造成直接经济损失800余万元。设备老化与电气故障是火灾的重要诱因。清梳联设备长期处于高负荷运行状态,电机轴承磨损、传动带打滑等机械故障易导致局部过热。电气系统方面,变频器谐波污染引发的设备发热问题日益突出,某企业因变频器谐波治理不到位,导致电缆沟内温度持续升高...
-
 淮安金属星火探除器哪家好
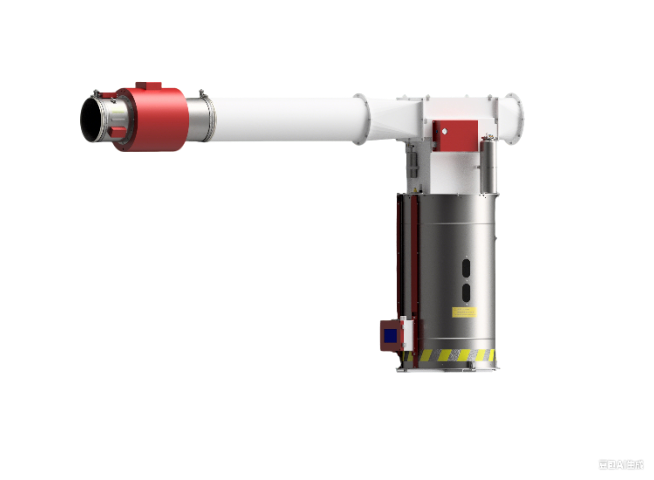
淮安金属星火探除器哪家好MP-119D·GC多路火花探除器能探测夹杂在纺织纤维或其他输送物料或粉尘中的微小火花、燃屑,一旦探测到火花能迅速报警,停止风机、并能启动排火执行机构,真正做到“防火于未燃”,以确保生产安全.这是一款安装简单、配置灵活、使用可靠、适应综合布防的防火安全设备.该设备主要由火花探测主机、火花探头等组成.用户也可选配安装排火执行机构或自动灭火装置。产品功能特点:1)采用主机和火花探头分离结构,很多可配64只火花探头.2)火花探头采用红外传感方式,数字式检测,灵敏度高、响应速度快、探测范围广、工作稳定,且每只探头具有单独的通讯地址编号.3)火花探头与主机之间采用二线制载波通讯方式,支持树型、星型、总线...
-
福建纺织探除器维修价格
针对纺织车间多粉尘、高湿度的复杂环境,安普科技的火花探除器采用了多重防护技术,确保在恶劣条件下的稳定运行。设备外壳采用304不锈钢材质,防护等级达到IP65,可抵御粉尘侵蚀和水雾喷淋,适应清棉、梳棉等粉尘浓度较高的区域。内部电路采用灌胶密封工艺,能隔绝潮气与腐蚀性气体,在相对湿度85%(无凝结)的环境中仍能保持正常性能。例如,在南方梅雨季节的纺织厂,传统火花探测器常因潮湿导致误报率升高,而安普的设备通过温湿度补偿算法,将误报率降低在每月1次以内。此外,探测器的光学镜头配备自动擦拭装置,每小时进行一次微纤维清洁,避免粉尘附着影响探测精度。这种强环境适应性,使其不仅适用于常规纺织车间,还能在化纤生...
-
山西纺织探除器维修价格
纺织清梳联工厂火灾频发的根源在于工艺特性与管理疏漏的叠加效应。清梳联工序涉及开松、除杂、梳理等机械作业,原料中的金属杂质、棉结与设备高速摩擦易产生火花。据统计,抓棉机因打击金属杂质引发的火灾占前纺的52%,而梳棉机喂棉箱因密闭空间积尘自燃高达37%。2024年某纺织厂因抓棉机刀片磨损未及时更换,导致金属碰撞产生火花,引燃输棉管道内的棉尘,造成直接经济损失800余万元。设备老化与电气故障是火灾的重要诱因。清梳联设备长期处于高负荷运行状态,电机轴承磨损、传动带打滑等机械故障易导致局部过热。电气系统方面,变频器谐波污染引发的设备发热问题日益突出,某企业因变频器谐波治理不到位,导致电缆沟内温度持续升高...
-
黑龙江火星探除器厂家供应
安普火花探除器响应速度达100ms,比行业平均快50%。以AMP-119KFM多仓用型号为例,其红外与紫外双光谱检测技术可识别直径≥0.5mm的火花,并在80毫秒内启动灭火程序。在山东德州某企业安装当晚,设备即成功拦截一次火情,避免了价值数十万元的原料损失。这种极速响应在高速气流纺纱机中尤为关键,可在火花移动1米内将其扑灭,可以防止火势蔓延。鹰眼探除器(AMP-EE01.V21)采用高频电磁感应技术,可检测2mm微小金属碎屑,包括铜、铝、不锈钢等非磁性金属。在山东某纺织厂测试中,8次测试全部准确拦截直径2mm的铝球,避免了金属杂质对梳棉机针布的损伤,降低断纱率30%以上,同时减少设备停机维护成...
-
 辽宁金属火花探除器哪家好
辽宁金属火花探除器哪家好鹰眼探除器作为安普科技智能化升级的主要产品,通过机器学习算法实现了对金属杂质的智能识别。设备搭载高分辨率摄像头和光谱分析模块,可自动区分金属类型(如铁、铝、不锈钢)、判断其移动速度,并生成实时轨迹分析图表。例如,在梳棉工序中,鹰眼探除器能识别出混入棉流中的金属针布碎片,并通过AI模型预测其运动路径,提前触发剔除装置,避免损伤道夫针布。此外,设备支持自动模拟测试功能,可按预设周期进行自检,无需人工干预即可确保检测精度。通过与物联网平台连接,鹰眼探除器还能实现远程运维,技术人员可通过云端平台进行参数调整、故障诊断及软件升级,大幅降低维护成本。在南通大生智慧化工厂项目中,鹰眼探除器与MES系统深度集...
-
 淮安金属探除器按需定制
淮安金属探除器按需定制为确保在极端情况下仍能发挥防护作用,安普科技的金属火花探除器采用故障冗余设计,通过多模块备份提升设备可靠性。设备内置主备双探测模块,当主模块因故障失效时,备用模块可在50ms内自动切换运行,确保检测不中断;灭火系统配备双路气源/水源接口,一路出现堵塞或压力不足时,自动切换至备用管路。例如,在某纺织厂的滤尘管道中,主探测模块因粉尘覆盖临时失效,备用模块立即启动并成功捕捉到一个火星,及时触发灭火装置,避免了潜在问题。此外,设备的主要电路采用过流、过压、短路保护设计,当电网电压波动或遭遇雷击时,保护模块会自动切断电源,待故障排除后继续运行。这种冗余设计使设备的平均无故障工作时间(MTBF)达到150...
-
常州金属火花探除器按需定制
安普火花探除器响应速度达100ms,比行业平均快50%。以AMP-119KFM多仓用型号为例,其红外与紫外双光谱检测技术可识别直径≥0.5mm的火花,并在80毫秒内启动灭火程序。在山东德州某企业安装当晚,设备即成功拦截一次火情,避免了价值数十万元的原料损失。这种极速响应在高速气流纺纱机中尤为关键,可在火花移动1米内将其扑灭,可以防止火势蔓延。鹰眼探除器(AMP-EE01.V21)采用高频电磁感应技术,可检测2mm微小金属碎屑,包括铜、铝、不锈钢等非磁性金属。在山东某纺织厂测试中,8次测试全部准确拦截直径2mm的铝球,避免了金属杂质对梳棉机针布的损伤,降低断纱率30%以上,同时减少设备停机维护成...
-
浙江金属星火探除器多少钱
纺织清梳联工厂火灾频发的根源在于工艺特性与管理疏漏的叠加效应。清梳联工序涉及开松、除杂、梳理等机械作业,原料中的金属杂质、棉结与设备高速摩擦易产生火花。据统计,抓棉机因打击金属杂质引发的火灾占前纺的52%,而梳棉机喂棉箱因密闭空间积尘自燃高达37%。2024年某纺织厂因抓棉机刀片磨损未及时更换,导致金属碰撞产生火花,引燃输棉管道内的棉尘,造成直接经济损失800余万元。设备老化与电气故障是火灾的重要诱因。清梳联设备长期处于高负荷运行状态,电机轴承磨损、传动带打滑等机械故障易导致局部过热。电气系统方面,变频器谐波污染引发的设备发热问题日益突出,某企业因变频器谐波治理不到位,导致电缆沟内温度持续升高...
-
安徽火花探除器按需定制
安普科技以技术创新为驱动力,构建了“基础研究-产品开发-工艺优化”的全链条研发体系。公司设立江苏省纺织防火工程技术研究中心,与扬州大学共建联合实验室,每年营收的8%用于技术研发。在红外火花探测领域,安普自主研发的鹰眼三代(AMPEE01.V21)探测器,可检测到直径4mm的铝、铜、不锈钢球等不同金属,灵敏度提升100%,并通过欧盟CE认证与防爆认证。该技术已获发明专利授权,应用于1000余条清梳联生产线,2024年正确报警率达100%。智能化与物联网技术深度融合是安普技术突破的关键方向。公司推出的“火盾”智能防火系统,集成AI火情识别、远程报警推送与自动灭火联动功能。当系统检测到火花时,可在1...
-
 山西火星探除器大概价格多少
山西火星探除器大概价格多少销售亮点:该产品通过欧盟ATEX认证与防爆3C认证,可在石油化工、燃气等高危行业应用。其模块化设计支持管道式、壁挂式等多种安装方式,例如在天然气输送管道每隔50米部署一台,形成连续监测网络。某石化基地采用激光扫描+AI火焰识别方案,将输送带火灾预警响应时间缩短至秒,推动行业渗透率从19%提升至27%。设备提供3年质保期,并赠送年度防爆检测服务,降低企业合规成本。销售亮点:该产品通过欧盟ATEX认证与防爆3C认证,可在石油化工、燃气等高危行业应用。其模块化设计支持管道式、壁挂式等多种安装方式,例如在天然气输送管道每隔50米部署一台,形成连续监测网络。某石化基地采用激光扫描+AI火焰识别方案,将输...
-
江西金属探除器多少钱
安普产品凭借技术过硬与全生命周期服务能力,成为纺织企业的安全生产设备品牌。其金属探测器采用多频涡流检测技术,可同时识别铁、不锈钢、铝等多种金属,对2mm铝球的检测率达99.7%,远超行业平均的92%。在南通大生集团智能化工厂项目中,安普鹰眼三代探测器实现了金属杂质的快速定位与自动剔除,保护梳棉机针布不被损坏,使面料疵点率下降63%,年节约成本超200万元。政策合规与保险为客户提供双重安全屏障。安普所有产品均通过GB32275《纺织工业防火防爆管道安全装置技术规范》认证,并由保险公司承保产品责任险,赔付额度达30万元。某纺织厂因安普火花探测器及时拦截火情,避免了一起可能造成2000万元损失的火灾...
-
上海119探除器按需定制
安普科技的设备与现有生产线集成较为方便。例如金属探除器,它可与PLC系统无缝连接,实现与后续设备的智能联动。当探测到金属异物时,设备能在0.02秒内触发急停或自动分流装置,同步记录事件数据。火花探除器的火花探头与主机之间采用电源载波通讯,只需两根线就可以在车间组网安装,信号传输距离长,简单可靠,可方便地集成到现有生产线的管道等部位。安普科技的产品有众多成功案例。如在山东某纺织厂的粉尘车间改造项目中,安普的防爆型火花探除器成功通过了应急管理部门的安全验收,为该车间的粉尘防爆区域提供了可靠防护,防止了设备内部电路火花引燃外部粉尘云,避免了火情发生。在南通大生智慧化工厂项目中,鹰眼探除器与MES系统...
-
 安徽纺织探除器设备厂家
安徽纺织探除器设备厂家安普科技作为GB/T50481《棉纺织工厂设计标准》起草单位,其金属火花探除器参数被纳入行业规范。例如,AMP-119D.GC多路火花熄灭系统通过GB32276《纺织工业粉尘防爆安全规程》认证,在粉尘浓度200g/m³环境下,火花捕捉率较单点探测提升87%。这种合规性帮助客户通过安全生产验收,缩短项目周期15%以上。企业可在招标中直接引用安普标准作为技术门槛,如某纺织集团在采购中明确要求设备需符合安普制定的灵敏度指标,直接促成订单成交。安普科技累计突破多项技术,其中“自动调向火花探测器”通过多传感器融合算法,将探测盲区减少至5°,较传统设备提升80%。这种技术壁垒使其在市场占据70%份额,产品...
-
 纺织探除器
纺织探除器金属探除器外壳采用IP65防护等级设计,针对高湿度、多粉尘的复杂纺织车间环境,能隔绝飞花与水汽侵蚀。采用的传感器搭载动态信号补偿算法,可自动过滤机械振动、原料密度波动等干扰因素,确保在清花机、并条机等强震动工位稳定运行。模块化结构方便拆卸清洁,维护成本极低,适应24小时连续生产需求。金属探除器不仅单独运作,更可与PLC系统无缝连接,实现与后续设备的智能联动。当探测到金属异物时,设备在0.02秒内触发急停或自动分流装置,同步记录事件数据(时间、位置、大小)。历史数据可通过云端平台分析,帮助企业优化原料采购标准与预处理流程,从源头降低金属污染率,提升整体良品率。 设备通过 ISO 9001 质量认...
-
徐州119探除器厂家
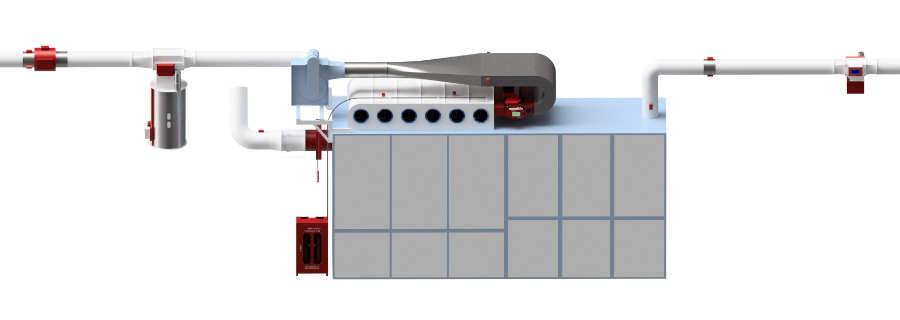
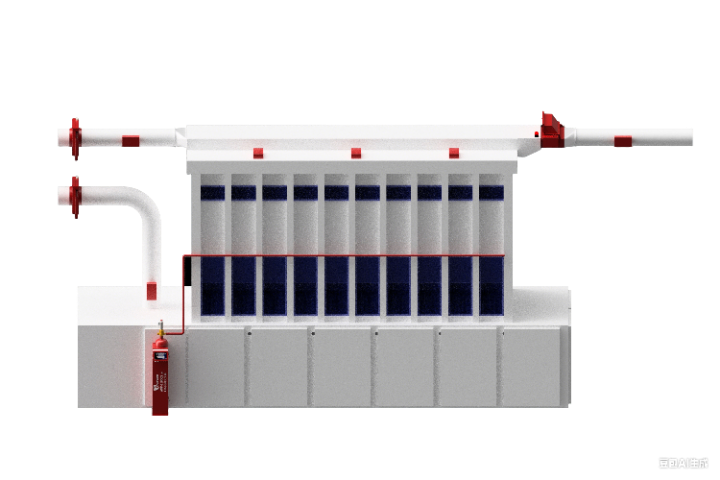
技术优势:AMP-119D・MF多仓火花拦截、熄灭系统是针对多仓开发的防火安全设备,它采用防、消结合的设计理念。系统中的火花探测主机配备高敏红外传感器,可迅速探测夹杂在纺织纤维或其他输送物料或粉尘中的微小火花、燃屑。当探测到火花时,能迅速启动灭火拦截装置,通过气体灭火方式,在瞬间扑灭内部火情,其灭火速度快、安全、无污染。技术优势:AMP-119D・MF多仓火花拦截、熄灭系统是针对多仓开发的防火安全设备,它采用防、消结合的设计理念。系统中的火花探测主机配备高敏红外传感器,可迅速探测夹杂在纺织纤维或其他输送物料或粉尘中的微小火花、燃屑。当探测到火花时,能迅速启动灭火拦截装置,通过气体灭火方式,在瞬...
-
山西119探除器大概价格多少
公司推行“技术+服务”双品牌战略,“安普探测”聚焦设备研发,“安普护航”专注安全服务。通过举办“安全生产万里行”巡回讲座,累计培训企业安全管理人员超5000人次。2024年推出的“无忧服务套餐”,包含设备终身维护、年度安全审计和应急响应支持,签约客户年增60%。在品牌传播方面,联合行业媒体发布《纺织安全生产白皮书》,以数据驱动行业认知升级,百度搜索较三年前增长300%。作为纺织机械协会常务理事单位,安普科技连续五年蝉联“纺织安全生产优设备”。2024年主导的“纺织防火关键技术研究与应用”项目获纺织工业联合会科技进步一等奖。在行业集中度CR3不足20%的背景下,公司凭借技术壁垒和品牌溢价,毛利率...
-
滤尘火花探除器联系方式
销售亮点:该产品通过欧盟ATEX认证与防爆3C认证,可在石油化工、燃气等高危行业应用。其模块化设计支持管道式、壁挂式等多种安装方式,例如在天然气输送管道每隔50米部署一台,形成连续监测网络。某石化基地采用激光扫描+AI火焰识别方案,将输送带火灾预警响应时间缩短至秒,推动行业渗透率从19%提升至27%。设备提供3年质保期,并赠送年度防爆检测服务,降低企业合规成本。销售亮点:该产品通过欧盟ATEX认证与防爆3C认证,可在石油化工、燃气等高危行业应用。其模块化设计支持管道式、壁挂式等多种安装方式,例如在天然气输送管道每隔50米部署一台,形成连续监测网络。某石化基地采用激光扫描+AI火焰识别方案,将输...
-
连云港金属星火探除器生产厂家
安普科技的产品不仅覆盖纺织行业,还扩展至粮食加工、木材加工、食品加工等领域。例如,AMP-1000v14型金属探除器在粮食加工中可检测输送管道中的金属杂质,避免损坏磨粉设备;在木材加工中,火花探除器可拦截因机械摩擦产生的火星,防止木屑燃烧。这种跨行业适用性,使企业在多元化生产布局时无需重复采购设备,例如某综合性加工企业通过统一部署安普设备,实现了不同产线的标准化安全管理。针对高温生产环境,安普火花探除器内置恒温系统,可在-10℃至60℃的管道环境中持续稳定运行。其光学镜头配备自动擦拭装置,每小时进行一次微纤维清洁,避免粉尘附着影响探测精度。在化纤车间的应用中,设备通过氮气灭火模块避免原料受潮,...
-
 浙江金属探除器生产厂家
浙江金属探除器生产厂家技术优势:AMP-119D・MF多仓火花拦截、熄灭系统是针对多仓开发的防火安全设备,它采用防、消结合的设计理念。系统中的火花探测主机配备高敏红外传感器,可迅速探测夹杂在纺织纤维或其他输送物料或粉尘中的微小火花、燃屑。当探测到火花时,能迅速启动灭火拦截装置,通过气体灭火方式,在瞬间扑灭内部火情,其灭火速度快、安全、无污染。技术优势:AMP-119D・MF多仓火花拦截、熄灭系统是针对多仓开发的防火安全设备,它采用防、消结合的设计理念。系统中的火花探测主机配备高敏红外传感器,可迅速探测夹杂在纺织纤维或其他输送物料或粉尘中的微小火花、燃屑。当探测到火花时,能迅速启动灭火拦截装置,通过气体灭火方式,在瞬...
-
 吉林滤尘火花探除器工厂直销
吉林滤尘火花探除器工厂直销技术优势:AMP-119D・MF多仓火花拦截、熄灭系统是针对多仓开发的防火安全设备,它采用防、消结合的设计理念。系统中的火花探测主机配备高敏红外传感器,可迅速探测夹杂在纺织纤维或其他输送物料或粉尘中的微小火花、燃屑。当探测到火花时,能迅速启动灭火拦截装置,通过气体灭火方式,在瞬间扑灭内部火情,其灭火速度快、安全、无污染。技术优势:AMP-119D・MF多仓火花拦截、熄灭系统是针对多仓开发的防火安全设备,它采用防、消结合的设计理念。系统中的火花探测主机配备高敏红外传感器,可迅速探测夹杂在纺织纤维或其他输送物料或粉尘中的微小火花、燃屑。当探测到火花时,能迅速启动灭火拦截装置,通过气体灭火方式,在瞬...
-
淮安金属星火探除器设备厂家
金属探除器外壳采用IP65防护等级设计,针对高湿度、多粉尘的复杂纺织车间环境,能隔绝飞花与水汽侵蚀。采用的传感器搭载动态信号补偿算法,可自动过滤机械振动、原料密度波动等干扰因素,确保在清花机、并条机等强震动工位稳定运行。模块化结构方便拆卸清洁,维护成本极低,适应24小时连续生产需求。金属探除器不仅单独运作,更可与PLC系统无缝连接,实现与后续设备的智能联动。当探测到金属异物时,设备在0.02秒内触发急停或自动分流装置,同步记录事件数据(时间、位置、大小)。历史数据可通过云端平台分析,帮助企业优化原料采购标准与预处理流程,从源头降低金属污染率,提升整体良品率。 安普设备质保 1 年,售后无忧,李...
-
南通滤尘火花探除器多少钱
金属火花探除器作为安普科技的旗舰产品,融合了金属探测与火花熄灭的双重功能,为纺织生产线提供全方面安全防护。该设备采用“先探测后处置”的联动机制:当金属探除模块检测到金属杂质时,立即触发机械剔除装置将其分离;若同时监测到火花,则启动灭火系统进行降温灭火。这种复合防护设计很好的解决了传统设备单一功能的局限性,尤其适用于高速运转的纺机流程。例如,在细纱机运行过程中,金属火花探除器可同时拦截因机械摩擦产生的金属碎屑和高温火花,避免其进入卷绕工序引发火灾或设备损坏。此外,设备采用抗干扰设计,可在变频器、电机等强电磁环境中稳定工作,确保在复杂工业场景下的可靠性。通过与MES系统集成,金属火花探除器还能提供...
-
 无锡金属星火探除器厂家
无锡金属星火探除器厂家技术优势:AMP-2000.v21型二合一金属火花探除器对小金属颗粒具备高灵敏度的探测能力,能探测夹杂在纤维中高速流动的极微小的火花。它具备极强的抗干扰能力,适应纺织厂等工业生产中复杂的电磁环境,还具备火花探头自检功能,自检出故障时,能迅速报警。其排杂机构响应时间短,只需较短的安装距离,并且配备RS485通讯接口,采用Modbus-RTU通讯协议,可以接入安普物联,实现APP和远程平台作。销售亮点:这款产品直接装在输棉管道上,能自动检测、排除纺织纤维中的混入的金属物和生产过程中产生的火花、燃屑,是确保纺织厂清梳联生产线或其他通过气流管道输送物料生产线上生产安全的重要设备。其节能设计也很突出,待...
-
南京滤尘火花探除器联系方式
安普产品凭借技术过硬与全生命周期服务能力,成为纺织企业的安全生产设备品牌。其金属探测器采用多频涡流检测技术,可同时识别铁、不锈钢、铝等多种金属,对2mm铝球的检测率达99.7%,远超行业平均的92%。在南通大生集团智能化工厂项目中,安普鹰眼三代探测器实现了金属杂质的快速定位与自动剔除,保护梳棉机针布不被损坏,使面料疵点率下降63%,年节约成本超200万元。政策合规与保险为客户提供双重安全屏障。安普所有产品均通过GB32275《纺织工业防火防爆管道安全装置技术规范》认证,并由保险公司承保产品责任险,赔付额度达30万元。某纺织厂因安普火花探测器及时拦截火情,避免了一起可能造成2000万元损失的火灾...
-
浙江纺织探除器什么价格
安普产品凭借技术过硬与全生命周期服务能力,成为纺织企业的安全生产设备品牌。其金属探测器采用多频涡流检测技术,可同时识别铁、不锈钢、铝等多种金属,对2mm铝球的检测率达99.7%,远超行业平均的92%。在南通大生集团智能化工厂项目中,安普鹰眼三代探测器实现了金属杂质的快速定位与自动剔除,保护梳棉机针布不被损坏,使面料疵点率下降63%,年节约成本超200万元。政策合规与保险为客户提供双重安全屏障。安普所有产品均通过GB32275《纺织工业防火防爆管道安全装置技术规范》认证,并由保险公司承保产品责任险,赔付额度达30万元。某纺织厂因安普火花探测器及时拦截火情,避免了一起可能造成2000万元损失的火灾...
-
山西滤尘火花探除器哪家好
安普科技构建了“企业主导、高校支撑、市场导向”的研发体系,与扬州大学信息工程院共建“防燃防爆联合实验室”,重点攻关智能算法和火灾预警模型。公司研发团队由李佳璇、王翔等研发人员领衔,累计获得49项探测技术,其中2024年授权的“自动调向火花探测器”通过多传感器融合算法,探测盲区减少至5°以内,较传统设备提升80%。在硬件创新方面,“环绕无死角火花探测器”采用360°环形红外阵列,可同步监测管道内外火情,已在瑞士立达的气流纺纱设备中批量应用。公司每年将营收的12%放入研发,2024年启动的“智慧工厂安全生产云平台”项目,通过边缘计算和5G通信技术,实现设备状态实时监控和故障预测性维护,预计使客户运...
热门标签