-

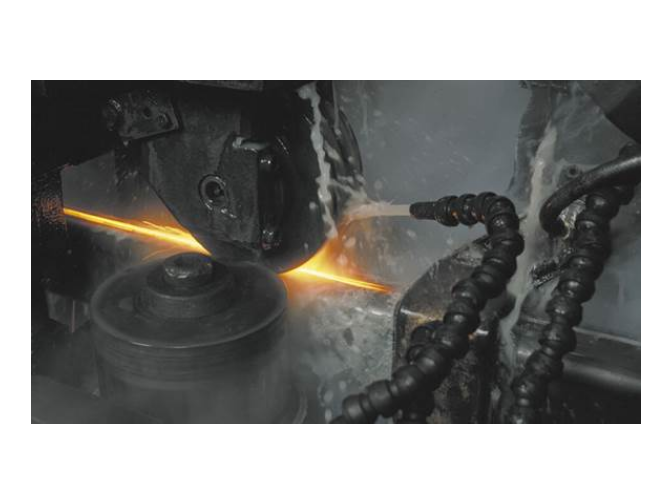
 变速器齿套感应淬火压淬回火设备
发布时间:2026.04.27
变速器齿套感应淬火压淬回火设备
发布时间:2026.04.27
适合滚道感应淬火的材料通常需要具备良好的淬透性和可淬硬性,以保证在感应加热和冷却后能获得较高的表面硬度和合适的硬化层深度。中碳钢是常用材料之一,其含碳量适中,淬火后表面硬度能满足一般滚道的使用要求,且...
-
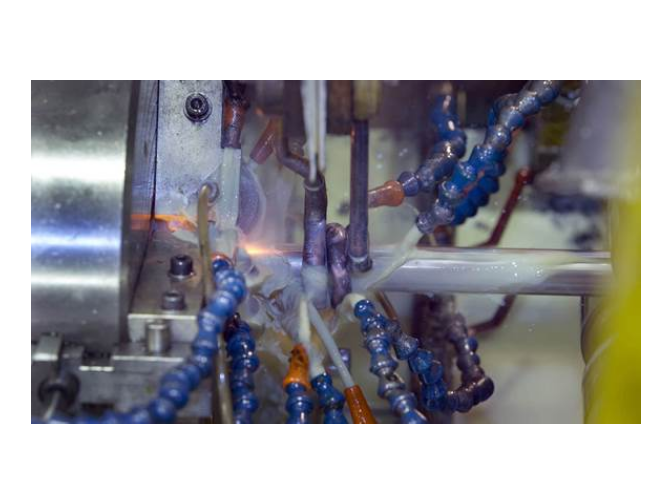
销轴感应淬火系统
发布时间:2026.04.27
滚道感应淬火前的准备工作对保证淬火质量至关重要。首先要对工件进行清理,去除表面的油污、铁锈、氧化皮等杂质,这些杂质会影响感应加热的均匀性和冷却效果,导致淬火质量下降,可采用清洗、打磨等方式进行处理。其...
-
 Weldec焊管系统
发布时间:2026.04.26
Weldec焊管系统
发布时间:2026.04.26
卫浴行业很多产品使用不锈钢或者黄铜管材,对焊接外观和尺寸精度要求很高,传统焊接方式容易导致管材变形,影响后续组装,Weldec 高频感应焊管能精确控制热输入,减少管材变形,保证尺寸精度,满足卫浴产品的...
-
 同步器齿圈感应淬火压淬设备
发布时间:2026.04.26
同步器齿圈感应淬火压淬设备
发布时间:2026.04.26
齿轮模数决定齿形大小与受力能力,不同模数齿轮需差异化淬火方案,齿轮感应淬火感应器依据齿轮模数参数设计,调整感应导体间距、磁场强度与加热范围,适配小模数精密齿轮、大模数重载齿轮。感应器采用齿形仿形结构,...
-
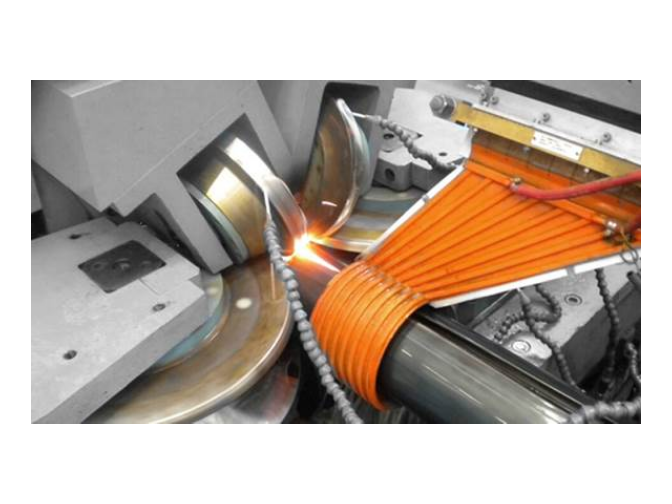
 挪威感应钎焊自动化线
发布时间:2026.04.26
挪威感应钎焊自动化线
发布时间:2026.04.26
冰箱铜管感应钎焊对环境有一定要求,良好的环境条件有助于保证焊接质量和提高生产效率。首先,焊接车间应保持清洁、干燥,避免灰尘、水分等杂质进入焊接区域,影响钎料的润湿性和焊接接头的质量。灰尘可能会附着在铜...
-
 中频水冷式感应焊管电源
发布时间:2026.04.25
中频水冷式感应焊管电源
发布时间:2026.04.25
小直径薄壁管材焊接对频率要求较高,频率不合适很容易出现过烧,导致管材变形,影响外观和尺寸精度,Weldec 高频感应焊管频率范围覆盖 60-500 千赫,高频率选项能满足小直径薄壁管材的焊接需求,精确...
-
 ENRX焊管感应器
发布时间:2026.04.25
ENRX焊管感应器
发布时间:2026.04.25
传统电子管焊管设备能源利用率低,维护成本高,越来越多的管材生产企业开始升级替换固态高中频感应焊管设备,来降低生产成本,提升产品质量。高中频感应焊管采用固态设计,能源利用率更高,能帮助企业降低生产过程中...
-
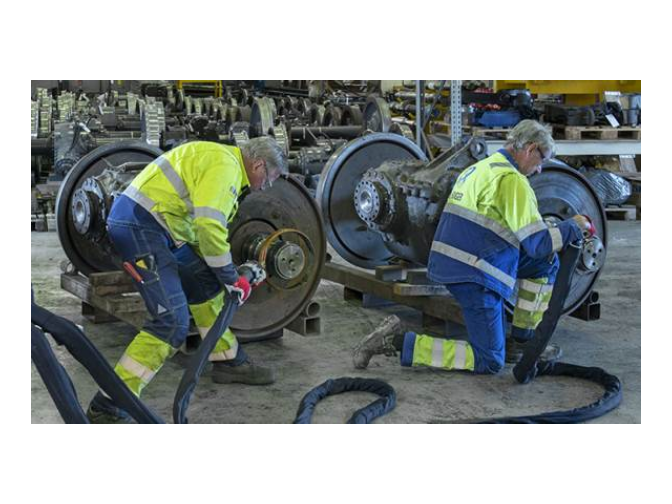
 电缆感应预热/后热系统
发布时间:2026.04.25
电缆感应预热/后热系统
发布时间:2026.04.25
感应加热电源与传统加热方式相比具有诸多优势。在加热速度方面,感应加热通过电磁感应直接在工件内部产生涡流发热,加热速度快,能在短时间内达到所需温度,缩短了加热时间,提高了生产效率。在加热精度上,感应加热...
-
电缆感应预热/后热电源
发布时间:2026.04.24
感应预热工艺和传统预热工艺相比,不仅加热效率高,而且清洁环保,不会产生燃烧废气或者污染物,符合现在环保生产的要求,很多对环保要求高的企业都更愿意选用这种工艺的设备。车轴预热设备采用感应预热工艺,加工过...
-
 易孚迪Weldec高频感应焊管设备
发布时间:2026.04.24
易孚迪Weldec高频感应焊管设备
发布时间:2026.04.24
高频感应焊管机在节能方面可采取多种措施。优化感应线圈的设计是关键之一,合理的线圈形状和尺寸能够提高磁场的利用率,减少能量损失。例如,采用多匝线圈或特殊形状的线圈,使磁场更集中地作用于管坯焊接部位。同时...
-
 镀锌管中频焊管设备
发布时间:2026.04.24
镀锌管中频焊管设备
发布时间:2026.04.24
高频感应焊管机的焊接速度因材质、管径及厚度而异,通常可达每分钟10-200米。例如,薄壁碳钢管(壁厚1-3mm)焊接速度可达150-200米/分钟,而厚壁不锈钢管(壁厚5-10mm)速度可能降至10-...
-
 国产车轴感应预热电源
发布时间:2026.04.23
国产车轴感应预热电源
发布时间:2026.04.23
预热技术作为金属加工领域的关键环节,正经历着不断的创新与发展。随着科技进步,新型的预热方法不断涌现,为金属加工带来了更高的效率和更好的质量。未来,预热技术将朝着智能化、环保化和多领域融合的方向发展。智...
-
挪威Weldec高频接触焊管电源
发布时间:2026.04.23
食品加工领域用到的不锈钢管材,要求焊缝没有缝隙,不容易滋生细菌,方便清洁消毒,所以对焊缝的成型质量要求很高,Weldec 高频感应焊管能满足这类管材的焊接要求,焊接精确,不会对不锈钢材质造成过多的热损...
-
 EFD INDUCTION预热/后热感应系统
发布时间:2026.04.23
EFD INDUCTION预热/后热感应系统
发布时间:2026.04.23
在中小批量车轴维修与定制生产场景中,企业不需要大规模的流水线预热设备,需要灵活度高、投入成本低的预热方案,车轴预热设备可以适配这种生产需求。易孚迪感应设备(上海)有限公司的车轴预热设备,有多种规格可选...
-
德国Weldec中频接触焊管电源
发布时间:2026.04.23
高频感应焊管机的焊缝质量通过多环节控制实现,包括材料预处理、焊接参数优化及焊后检测。材料需去除油污、氧化皮,确保导电性;边缘需精确对齐,误差控制在±0.1mm内。焊接过程中,高频功率、焊接速度及挤压压...
-
 易孚迪预热/后热机床
发布时间:2026.04.23
易孚迪预热/后热机床
发布时间:2026.04.23
感应加热电源与传统加热方式相比具有诸多优势。在加热速度方面,感应加热通过电磁感应直接在工件内部产生涡流发热,加热速度快,能在短时间内达到所需温度,缩短了加热时间,提高了生产效率。在加热精度上,感应加热...
-
 非磁性钢高频焊管设备
发布时间:2026.04.23
非磁性钢高频焊管设备
发布时间:2026.04.23
不同直径、不同壁厚的管材焊接,对设备功率有不同要求,功率不足会导致焊接熔透深度不够,焊缝强度不达标,功率过剩又会造成能源浪费,增加生产成本。高中频感应焊管设备提供多种功率选择,能覆盖不同规格管材的焊接...
-
车轮高频感应预热机床
发布时间:2026.04.22
不同行业对工件预热有着不同的需求,在重型机械生产领域,车轴作为承载受力的关键部件,热装装配对预热的要求较高,需要均匀升温到设定温度,才能保证装配后的过盈配合满足受力要求。车轴预热设备采用感应预热工艺,...
-
国产Weldec中频双功能焊管设备
发布时间:2026.04.22
高频感应焊管机可处理多种金属材质,包括碳钢、不锈钢、合金钢、铜及铝等。碳钢因其高导电性和低成本,是高频焊接最常见的材料,适用于建筑、机械制造等领域。不锈钢因耐腐蚀性要求,高频焊接需精确控制加热温度,避...
-
 钢板高频感应预热感应器
发布时间:2026.04.22
钢板高频感应预热感应器
发布时间:2026.04.22
对于车轴生产企业来说,生产环节的每个工序都要讲究成本控制,预热环节的能耗成本、时间成本、报废成本加起来,也是一笔不小的开支,选用合适的设备可以有效降低这些成本。车轴预热设备从多个方面帮助企业控制成本,...
-
国产Weldec中频感应焊管机
发布时间:2026.04.22
高强度钢管材广泛应用于工程机械、压力容器等领域,对焊缝的强度和韧性要求很高,焊接过程中热输入不当很容易导致焊缝脆化,影响管材的力学性能。Weldec 高频感应焊管能精确控制焊接热输入,适配高强度钢的焊...
-
 高频风冷式感应焊管设备
发布时间:2026.04.22
高频风冷式感应焊管设备
发布时间:2026.04.22
高频感应焊管机的投资回报期通常为1-3年,具体取决于产能、产品附加值及运营成本。以一条年产5万吨的焊管生产线为例,设备投资约200-300万元,通过提高焊接速度(20%-50%)、降低能耗(30%以上...
-
易孚迪Weldec高频感应焊管机
发布时间:2026.04.22
不锈钢管材广泛应用于食品加工、化工、卫浴等领域,不仅要求焊缝强度达标,还要求焊缝平整光滑,抗腐蚀性能满足使用要求,焊接质量不好会影响管材的使用寿命与使用安全。高中频感应焊管能适配不锈钢管材的焊接加工,...
-
ENRX预热/后热感应生产线
发布时间:2026.04.22
优化加热效率需从电源、感应器及工件三方面入手。电源上,采用IGBT固态电源替代传统电子管电源,能耗降低30%以上;感应器上,优化线圈形状与匝数,减少漏磁,并使用导磁体集中磁场;工件上,采用导磁性涂层或...
-
Weldec中频感应焊管焊缝正火及退火装置
发布时间:2026.04.22
多品种小批量的管材订单已经成为很多管材企业的常态,这类订单要求设备能快速换型,适应不同规格的生产,传统设备换型慢,很难满足这种生产模式的需求,Weldec 高频感应焊管的快速换型设计,刚好适配这种生产...
-
上海车轴感应预热(热装)电源
发布时间:2026.04.22
车轴预热设备作为车轴热装工艺的主要装备,基于电磁感应原理工作,通过线圈产生交变磁场,使车轴内部形成涡流并转化为热能,实现车轴自身快速升温,避免传统加热方式的热传导损耗。这类设备普遍采用模块化设计思路,...
-
 进口高频感应预热/后热系统
发布时间:2026.04.21
进口高频感应预热/后热系统
发布时间:2026.04.21
优化加热效率需从电源、感应器及工件三方面入手。电源上,采用IGBT固态电源替代传统电子管电源,能耗降低30%以上;感应器上,优化线圈形状与匝数,减少漏磁,并使用导磁体集中磁场;工件上,采用导磁性涂层或...
-
EFD焊管感应器
发布时间:2026.04.21
选择高频感应焊管机供应商需综合考虑技术实力、产品质量、售后服务及行业经验。技术方面,供应商应具备高频电源研发能力,支持定制化线圈设计;产品质量需通过国际认证(如CE、ISO),重要部件寿命需达10年以...
-
 水冷式感应焊管生产线
发布时间:2026.04.21
水冷式感应焊管生产线
发布时间:2026.04.21
设备的日常维护成本也是企业长期使用成本的重要组成部分,维护复杂、维护成本高的设备,会长期占用企业的人力与资金,影响企业的收益。Weldec 高频感应焊管采用模块化设计,日常维护简单,只需要按照要求做常...
-
ENRX Weldec高频感应焊管设备
发布时间:2026.04.21
在连续化管材生产线上,焊接设备需要和挤轧、定径等前后工序对接,保持一致的生产节奏,设备稳定性差会拖慢整条生产线的进度,影响订单交付。高中频感应焊管设备稳定性好,能匹配流水线的生产节奏,保证生产线连续运...