-

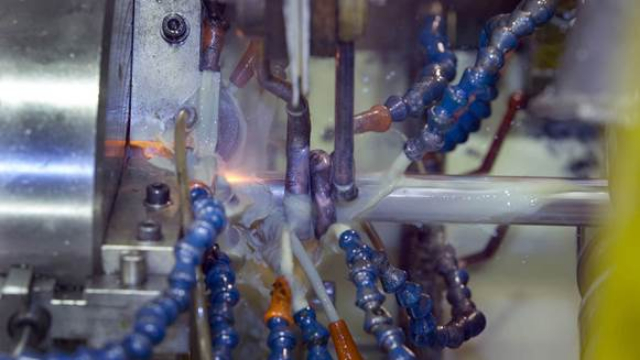
 焊管正火及退火感应器
发布时间:2026.05.09
焊管正火及退火感应器
发布时间:2026.05.09
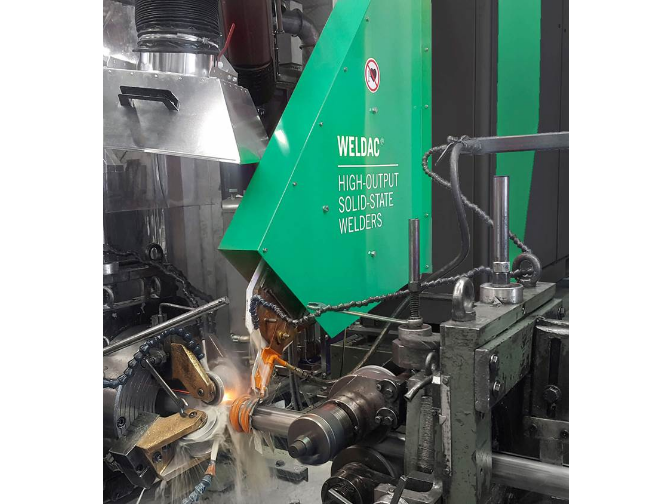
高频感应焊管机利用电磁感应原理,通过高频交变磁场在金属管坯边缘产生感应电流(涡流),电流因电阻产生热量,使管坯边缘迅速升温至熔融状态,随后在挤压辊作用下实现焊缝结合。其重要组件包括高频电源、感应线圈、...
-
 非磁性钢中频焊管电源
发布时间:2026.05.09
非磁性钢中频焊管电源
发布时间:2026.05.09
厚壁大直径管材焊接需要足够的功率输出才能保证熔透深度,焊缝强度才能达标,很多小功率设备无法满足厚壁管的焊接需求,容易出现焊缝未熔透的质量问题。Weldec 高频感应焊管功率可以达到 2200 千瓦,能...
-
 磁性钢高频焊管自动化线
发布时间:2026.05.09
磁性钢高频焊管自动化线
发布时间:2026.05.09
设备的日常维护成本也是企业长期使用成本的重要组成部分,维护复杂、维护成本高的设备,会长期占用企业的人力与资金,影响企业的收益。Weldec 高频感应焊管采用模块化设计,日常维护简单,只需要按照要求做常...
-
SiC感应焊管机
发布时间:2026.05.08
管材生产企业经常需要切换不同尺寸规格的管材生产,换型效率直接影响企业的接单能力与生产成本,换型速度慢会耽误生产进度,增加损耗与人工成本。高中频感应焊管设备针对换型场景做了优化设计,能有效缩短换型时间,...
-
 变压器钎焊
发布时间:2026.05.08
变压器钎焊
发布时间:2026.05.08
大型变压器引线钎焊的温度控制至关重要。温度过低,钎料无法充分熔化,难以形成良好的结合层,导致接头强度不足;温度过高,则可能使引线材质发生变化,影响其导电性能和机械强度,还可能导致钎料流失或氧化。实际操...
-
 镀锌管高频焊管电源
发布时间:2026.05.07
镀锌管高频焊管电源
发布时间:2026.05.07
厚壁大直径管材焊接需要足够的功率输出才能保证熔透深度,焊缝强度才能达标,很多小功率设备无法满足厚壁管的焊接需求,容易出现焊缝未熔透的质量问题。Weldec 高频感应焊管功率可以达到 2200 千瓦,能...
-
 上海钎焊机床
发布时间:2026.05.07
上海钎焊机床
发布时间:2026.05.07
空调铜管感应钎焊过程中可能会对环境产生一定影响。感应加热设备运行时会产生一定的电磁辐射,虽然其辐射强度通常在安全范围内,但仍需采取屏蔽措施,减少对周围环境和人员的影响。此外,钎剂的使用可能会产生一些废...
-
高中频水冷式感应焊管机
发布时间:2026.05.07
多品种小批量的管材订单已经成为很多管材企业的常态,这类订单要求设备能快速换型,适应不同规格的生产,传统设备换型慢,很难满足这种生产模式的需求,Weldec 高频感应焊管的快速换型设计,刚好适配这种生产...
-
 冰箱不锈钢管感应钎焊生产线
发布时间:2026.05.06
冰箱不锈钢管感应钎焊生产线
发布时间:2026.05.06
冰箱铜管感应钎焊中常见的缺陷有未焊透、气孔、裂纹等。未焊透主要是由于加热温度不足或加热时间过短,导致钎料未能充分填充铜管间隙。预防方法是合理调整感应钎焊设备的参数,确保加热温度和加热时间达到要求,同时...
-
 电机感应钎焊
发布时间:2026.05.06
电机感应钎焊
发布时间:2026.05.06
选择大型变压器引线钎焊设备需综合考虑加热效率、温度均匀性、工艺可控性及安全性。感应加热设备因其非接触式加热、能量集中、升温速度快等优势,成为主流选择。具体而言,设备功率需根据引线尺寸和材质确定,例如直...
-
法国高频感应焊管
发布时间:2026.05.06
大直径厚壁管材焊接需要足够的功率输出,才能保证熔透深度,让焊缝强度达到使用要求,很多小功率设备无法满足这类生产需求,容易出现焊缝未熔透的质量问题。高中频感应焊管设备的功率覆盖范围广,高功率型号能满足厚...
-
 石油管道中频焊管生产线
发布时间:2026.05.05
石油管道中频焊管生产线
发布时间:2026.05.05
对于新建的管材生产线来说,选择合适的焊接设备十分重要,需要匹配生产线的产能规划,适配未来可能拓展的产品品类,Weldec 高频感应焊管有多种功率和频率选项,能满足新建生产线的规划需求,还能预留一定的功...
-
 冷藏车铜管感应钎焊装置
发布时间:2026.05.05
冷藏车铜管感应钎焊装置
发布时间:2026.05.05
两者的材质特性差异明显,铝管易氧化且导热性更强,焊接时需更高效的氧化膜去除措施和更快的加热速度;铜管氧化程度低,加热控制相对容易。钎料选择不同,铝管常用铝硅钎料,铜管多选用铜银钎料。焊接温度也有区别,...
-
汽车铝管感应钎焊设备
发布时间:2026.05.05
确保铜排与引线钎焊的导电性需要从多个环节入手。首先,选择导电性优良的钎料,钎料的导电性能应与铜排和引线的材质相匹配,以减少焊缝的电阻。其次,保证焊缝的完整性和致密性,避免出现虚焊、气孔、夹渣等缺陷,这...
-
 易孚迪中频接触焊管
发布时间:2026.05.05
易孚迪中频接触焊管
发布时间:2026.05.05
卫浴行业很多产品使用不锈钢或者黄铜管材,对焊接外观和尺寸精度要求很高,传统焊接方式容易导致管材变形,影响后续组装,Weldec 高频感应焊管能精确控制热输入,减少管材变形,保证尺寸精度,满足卫浴产品的...
-
空调管路感应钎焊系统
发布时间:2026.05.05
空调铜管感应钎焊常见缺陷有未焊透、气孔、裂纹等。未焊透主要是由于加热温度不足或接头间隙过大导致钎料未能完全填充间隙,解决方法是适当提高加热温度或调整接头间隙。气孔的产生通常是由于钎剂选择不当或焊接环境...
-
 高频钎焊系统
发布时间:2026.05.05
高频钎焊系统
发布时间:2026.05.05
大型变压器引线钎焊常见缺陷包括未熔合、气孔、裂纹及钎料流失,其成因与工艺控制密切相关。未熔合多因加热温度不足或钎料未充分浸润母材所致,可通过提高感应加热功率或延长保温时间解决;气孔则源于焊接区域潮湿或...
-
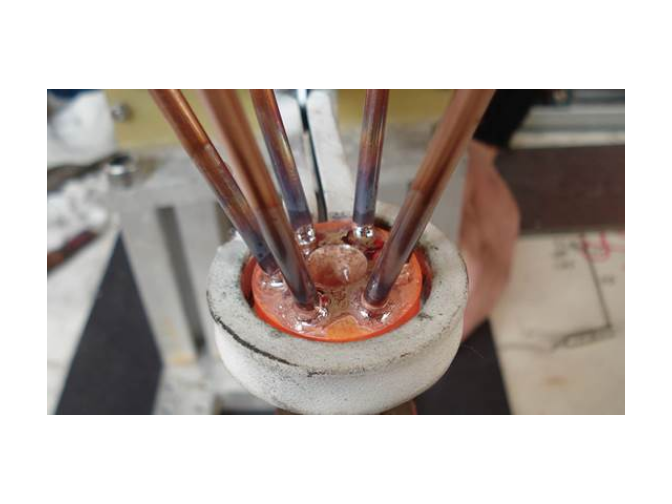
汽车钎焊感应器
发布时间:2026.05.05
冰箱铜管感应钎焊设备的维护保养对于延长设备使用寿命、保证设备性能稳定至关重要。日常维护方面,要定期清理设备表面的灰尘和杂物,保持设备清洁;检查设备的电源线、感应线圈等连接部位是否松动,确保连接牢固;观...
-
 德国Weldec中频感应焊管电源
发布时间:2026.05.05
德国Weldec中频感应焊管电源
发布时间:2026.05.05
换型过程中频率调整是耽误时间的主要因素之一,传统设备换型后需要人工反复调整频率,试焊多次才能找到合适的参数,不仅耽误时间,还会产生不少试焊废品,增加生产成本。Weldec 高频感应焊管解决了这个问题,...
-
 德国感应钎焊装置
发布时间:2026.05.05
德国感应钎焊装置
发布时间:2026.05.05
风力发电机引线钎焊中钎料溢出会导致绝缘污染、电气短路等严重问题,需通过以下措施避免:一是控制钎料添加量。根据引线间隙尺寸(通常为0.05mm-0.2mm),精确计算所需钎料体积(公式:V=π×(d₁+...
-
管路感应钎焊机床
发布时间:2026.05.05
大型变压器引线钎焊后的质量检测需采用无损检测与破坏性检测相结合的方法,以确保焊缝的可靠性和耐久性。无损检测方面,X射线检测可清晰显示焊缝内部的气孔、裂纹及未熔合缺陷,检测灵敏度达0.1mm;超声波检测...
-
 分配器感应钎焊电源
发布时间:2026.05.04
分配器感应钎焊电源
发布时间:2026.05.04
风力发电机引线钎焊后需进行全方面检验。外观检查是首要步骤,检查钎焊接头表面是否平整、光滑,有无裂纹、气孔、夹渣等缺陷。同时,查看引线与连接部位的过渡是否自然,有无明显的凸起或凹陷。无损检测是确保焊接质...
-
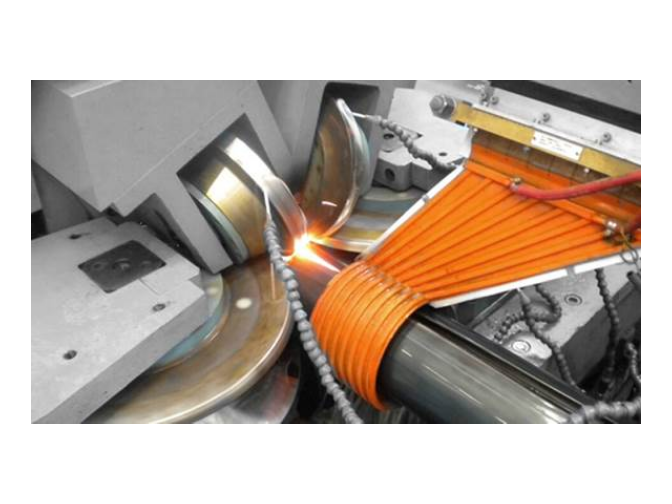
 高频直缝焊管全管体退火
发布时间:2026.05.04
高频直缝焊管全管体退火
发布时间:2026.05.04
对于中小管材生产企业来说,采购设备的预算有限,需要一款能覆盖多数常用管材生产需求,同时成本可控的焊接设备,Weldec 高频感应焊管有多种功率和规格可选,能满足中小企业的生产需求,投入成本更可控。易孚...
-
中频数字化感应焊管电源
发布时间:2026.05.04
现在很多下游的行业对管材焊缝的外观要求越来越高,焊接后不需要大量打磨就能进入下工序,这样可以减少打磨工序的人力与时间投入,降低生产成本。高中频感应焊管焊接出来的焊缝均匀平整,毛刺少,后续打磨工作量...
-
制冷机不锈钢管感应钎焊机床
发布时间:2026.05.04
常见缺陷包括虚焊、气孔、裂纹等。虚焊主要是因引线表面不洁或加热温度不足导致,预防需严格清洁表面并确保加热温度达标。气孔多由钎料中混入气体或焊接环境湿度高引起,可通过选用高质量钎料、保持焊接环境干燥来避...
-
 家用冰柜不锈钢管感应钎焊自动化线
发布时间:2026.05.04
家用冰柜不锈钢管感应钎焊自动化线
发布时间:2026.05.04
两者的材质特性差异明显,铝管易氧化且导热性更强,焊接时需更高效的氧化膜去除措施和更快的加热速度;铜管氧化程度低,加热控制相对容易。钎料选择不同,铝管常用铝硅钎料,铜管多选用铜银钎料。焊接温度也有区别,...
-
水冷机管路感应钎焊
发布时间:2026.05.04
风力发电机引线钎焊后的质量检测是确保发电机长期可靠运行的关键环节,其必要性体现在以下方面:一是防止电气故障。钎焊接头若存在虚焊、气孔或裂纹等缺陷,会导致接触电阻增大,引发局部过热甚至烧毁引线,造成发电...
-
 商用冰柜管路感应钎焊
发布时间:2026.05.04
商用冰柜管路感应钎焊
发布时间:2026.05.04
常见质量问题有焊口泄漏,多因钎料未填满接口或存在气孔,应对需确保钎料用量充足,焊接前清理接口杂质。焊口强度不足可能是加热温度不够或钎料选择不当,需提高加热温度至合适范围,选用匹配的钎料。铜管变形多因加...
-
 冷弯型钢高中频焊管生产线
发布时间:2026.05.04
冷弯型钢高中频焊管生产线
发布时间:2026.05.04
在工程机械生产领域,需要大量高强度钢管材作为结构件,这些结构件需要承受较大的载荷,对焊缝的疲劳强度要求很高,焊接质量不好很容易引发安全事故。Weldec 高频感应焊管能稳定焊接高强度钢管材,焊缝的疲劳...
-
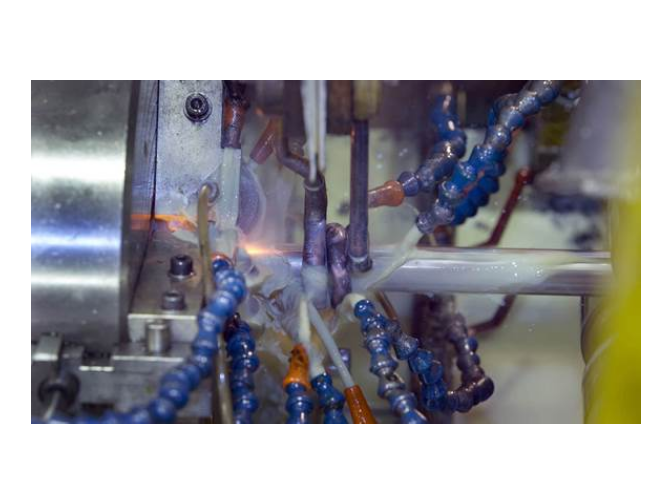
非磁性钢焊管电源
发布时间:2026.05.04
高频感应焊管机的焊缝质量通过多环节控制实现,包括材料预处理、焊接参数优化及焊后检测。材料需去除油污、氧化皮,确保导电性;边缘需精确对齐,误差控制在±0.1mm内。焊接过程中,高频功率、焊接速度及挤压压...