-

 变速器齿套感应淬火压淬系统
发布时间:2025.10.12
变速器齿套感应淬火压淬系统
发布时间:2025.10.12
同步器是汽车变速器中的重要组成部分,用于确保换挡过程中齿轮的平稳接合,减少换挡冲击和噪声。为了实现同步器齿环的精确配合和优良性能,压淬工艺被广泛应用于其生产过程中。压淬是一种结合了压力与淬火的先进工艺...
-
 变速器齿套感应淬火压淬回火系统
发布时间:2025.10.12
变速器齿套感应淬火压淬回火系统
发布时间:2025.10.12
汽车齿圈作为传动系统的重要部件,其性能直接关系到汽车的动力传递效率和行驶平稳性。为了提高齿圈的耐磨性和承载能力,压淬淬火技术被广泛应用于齿圈的生产过程中。压淬淬火结合了压力与淬火两种工艺,通过在齿圈表...
-
风电主轴轴承感应淬火
发布时间:2025.10.11
感应淬火与普通淬火的主要区别如下:加热方式:感应淬火利用电磁感应快速加热工件表面,而普通淬火则是整体加热工件。淬火效果:感应淬火能获得高表面硬度和耐磨性,同时保持心部韧性,淬火效果易控制。普通淬火虽也...
-
汽车零部件感应淬火
发布时间:2025.10.11
汽车传动轴是汽车动力传输的关键部件,负责将发动机产生的动力传递至车轮,以驱动汽车行驶。为了确保传动轴在高速旋转和复杂工作环境下具有出色的耐磨性、抗疲劳性和强度,感应淬火技术被广泛应用于其生产过程中。通...
-
 家用空调不锈钢管感应钎焊设备
发布时间:2025.10.11
家用空调不锈钢管感应钎焊设备
发布时间:2025.10.11
空调铜管感应钎焊过程中可能会对环境产生一定影响。感应加热设备运行时会产生一定的电磁辐射,虽然其辐射强度通常在安全范围内,但仍需采取屏蔽措施,减少对周围环境和人员的影响。此外,钎剂的使用可能会产生一些废...
-
 变速器零部件感应淬火
发布时间:2025.10.10
变速器零部件感应淬火
发布时间:2025.10.10
在汽车发动机中,曲轴是一个非常重要的部件,承受着巨大的压力和扭矩。为了确保曲轴具有足够的强度和耐磨性,感应淬火技术被广泛应用于曲轴的生产过程中。感应淬火通过快速加热和迅速冷却的方式,可以在曲轴表面形成...
-
导向轮感应淬火回火系统
发布时间:2025.10.10
球头销是汽车悬挂系统中的重要部件,连接车轮与车身,负责承受和传递来自路面的各种冲击和振动。为了确保球头销在恶劣的工作环境下具有出色的耐磨性、抗冲击性和疲劳强度,感应淬火技术被广泛应用于其生产过程中。感...
-
 冰柜铜管感应钎焊装置
发布时间:2025.10.10
冰柜铜管感应钎焊装置
发布时间:2025.10.10
低压电器开关触点钎焊的未来发展趋势将围绕高效、智能和环保展开。高效化方面,感应加热技术将持续升级,如高频化(MHz级)和超高频化(GHz级)可进一步缩短加热时间,提高生产效率;同时,多工位并行加热技术...
-
 回转轴承外齿圈感应淬火回火生产线
发布时间:2025.10.09
回转轴承外齿圈感应淬火回火生产线
发布时间:2025.10.09
感应淬火与传统淬火方法相比,具有明显的优点和一些缺点。优点方面,感应淬火加热速度快,生产效率高,且淬火后工件表面硬度高,耐磨性好,疲劳强度高。由于感应淬火是局部加热,工件变形小,电能消耗也较少。此外,...
-
 变速器齿圈感应淬火感应器
发布时间:2025.10.09
变速器齿圈感应淬火感应器
发布时间:2025.10.09
三柱槽壳是机械装置中的重要部件,其结构复杂,承受着来自各个方向的力量和振动。为了确保三柱槽壳在工作过程中具有足够的强度和耐磨性,感应淬火技术被广泛应用于其生产过程中。感应淬火通过高频电磁场在槽壳表面产...
-
 管路钎焊感应器
发布时间:2025.10.08
管路钎焊感应器
发布时间:2025.10.08
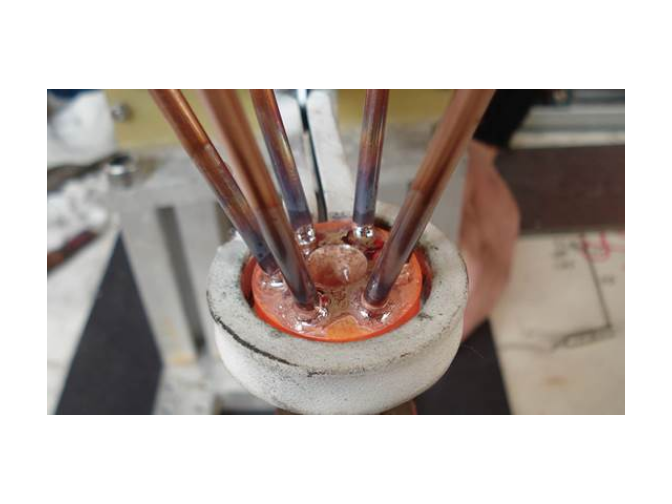
选择钎料时,需考虑其熔点应低于铜管材质的熔点,通常选用磷铜钎料或银铜钎料,磷铜钎料成本较低但流动性稍差,银铜钎料流动性好但成本较高,可根据实际需求选择。助焊剂要与钎料匹配,酸性助焊剂去除氧化层效果好,...
-
无软带感应淬火回火设备
发布时间:2025.10.08
感应淬火频率的选择需综合考虑工件材料、尺寸及硬化层深度要求。高频(100-500kHz)电流透入深度浅(0.1-3mm),适用于薄壁件或表面硬化,如齿轮齿面、凸轮轴凸轮;中频(1-10kHz)透入深度...
-
 轴承感应淬火设备
发布时间:2025.10.08
轴承感应淬火设备
发布时间:2025.10.08
硬度梯度是感应淬火的关键指标,直接影响零件的耐磨性与抗冲击性。控制方法包括:1)调节频率与功率,高频短时加热形成陡峭梯度,低频长时加热形成平缓梯度;2)优化冷却速度,快速冷却(如水淬)形成高硬度表面,...
-
 轮毂轴承外球道感应淬火系统
发布时间:2025.10.08
轮毂轴承外球道感应淬火系统
发布时间:2025.10.08
感应淬火变形控制需从工艺、设备及工装三方面入手。工艺上,采用分段加热、对称扫描或预补偿加热,减少热应力;设备上,使用高精度淬火机床,确保工件定位与运动精度;工装上,设计夹具,限制变形方向。例如,同步齿...
-
超高频感应淬火回火生产线
发布时间:2025.10.08
汽车转向器齿条杆部的滚动丝杆是实现转向器精确传动的关键部件,它承受着来自转向器齿条的旋转力矩和传动任务。为了确保滚动丝杆在高频次、强度高的使用过程中具有出色的耐磨性和长寿命,感应淬火技术被广泛应用于其...
-
 水冷机铝管感应钎焊系统
发布时间:2025.10.08
水冷机铝管感应钎焊系统
发布时间:2025.10.08
冰箱铜管感应钎焊对环境有一定要求,良好的环境条件有助于保证焊接质量和提高生产效率。首先,焊接车间应保持清洁、干燥,避免灰尘、水分等杂质进入焊接区域,影响钎料的润湿性和焊接接头的质量。灰尘可能会附着在铜...
-
制冷机管路感应钎焊装置
发布时间:2025.10.07
感应钎焊在水力发电机组铜排和引线连接中的应用前景广阔。随着水力发电技术的不断发展,对设备可靠性和运行效率的要求日益提高,传统焊接方法已难以满足高精度、高效率的焊接需求。感应钎焊凭借其加热速度快、均匀性...
-
 EFD感应钎焊机床
发布时间:2025.10.07
EFD感应钎焊机床
发布时间:2025.10.07
低压电器开关触点钎焊的未来发展趋势将围绕高效、智能和环保展开。高效化方面,感应加热技术将持续升级,如高频化(MHz级)和超高频化(GHz级)可进一步缩短加热时间,提高生产效率;同时,多工位并行加热技术...
-
 冰柜铝管感应钎焊生产线
发布时间:2025.10.07
冰柜铝管感应钎焊生产线
发布时间:2025.10.07
水力发电机组铜排钎焊过程中常见的缺陷包括气孔、裂纹、未熔合、夹渣和焊缝成形不良等。气孔通常由钎剂分解产生的气体或保护气体不纯引起,预防措施包括选用低气孔率钎剂、优化保护气体流量和纯度,以及控制加热速度...
-
 家用冰柜管路感应钎焊装置
发布时间:2025.10.07
家用冰柜管路感应钎焊装置
发布时间:2025.10.07
选择钎料时,需考虑其熔点应低于铜管材质的熔点,通常选用磷铜钎料或银铜钎料,磷铜钎料成本较低但流动性稍差,银铜钎料流动性好但成本较高,可根据实际需求选择。助焊剂要与钎料匹配,酸性助焊剂去除氧化层效果好,...
-
 家用空调不锈钢管感应钎焊电源
发布时间:2025.10.07
家用空调不锈钢管感应钎焊电源
发布时间:2025.10.07
大型变压器引线钎焊时防止母材过热非常重要,因为过热会导致母材晶粒长大、性能下降,影响变压器的使用寿命和可靠性。防止母材过热可以从以下几个方面入手。首先是合理选择钎焊方法,感应钎焊具有加热速度快、热影响...
-
 国产感应淬火系统
发布时间:2025.10.07
国产感应淬火系统
发布时间:2025.10.07
滚珠丝杠是精密机械中常用的传动元件,其性能直接影响着机械设备的精度和效率。为了提升滚珠丝杠的耐磨性、硬度和使用寿命,感应淬火技术被广泛应用于其生产过程中。感应淬火利用高频电磁场在滚珠丝杠表面产生涡流,...
-
铜管钎焊感应器
发布时间:2025.10.07
冰箱铜管感应钎焊对环境有一定要求,良好的环境条件有助于保证焊接质量和提高生产效率。首先,焊接车间应保持清洁、干燥,避免灰尘、水分等杂质进入焊接区域,影响钎料的润湿性和焊接接头的质量。灰尘可能会附着在铜...
-
 发电机钎焊感应器
发布时间:2025.10.07
发电机钎焊感应器
发布时间:2025.10.07
低压电器触点钎焊后的质量检测需采用无损检测与性能测试相结合的方法,以确保触点的可靠性和耐久性。无损检测方面,X射线检测可清晰显示钎焊层内部的气孔、裂纹及未熔合缺陷,检测灵敏度达0.05mm;超声波检测...
-
汽车空调铝管感应钎焊系统
发布时间:2025.10.06
空调铜管感应钎焊常见缺陷有未焊透、气孔、裂纹等。未焊透主要是由于加热温度不足或接头间隙过大导致钎料未能完全填充间隙,解决方法是适当提高加热温度或调整接头间隙。气孔的产生通常是由于钎剂选择不当或焊接环境...
-
冰柜钎焊感应器
发布时间:2025.10.06
感应加热在低压电器触点钎焊中具有明显优势,主要体现在加热效率、工艺精度及环保性三方面。首先,感应加热通过电磁感应直接作用于金属触点,能量转换效率高达85%以上,较传统火焰加热节能40%-60%,尤其适...
-
 双工位感应钎焊机床
发布时间:2025.10.06
双工位感应钎焊机床
发布时间:2025.10.06
冰箱铜管感应钎焊首先要对铜管焊接部位进行预处理,用砂纸打磨去除氧化层,并用酒精清洗干净,确保无油污和杂质。接着,根据铜管规格选择合适的钎料和助焊剂,将钎料放置在焊接接口处,均匀涂抹助焊剂。将感应线圈对...
-
 冰箱不锈钢管感应钎焊设备
发布时间:2025.10.06
冰箱不锈钢管感应钎焊设备
发布时间:2025.10.06
设备需具备快速升温能力,因铝导热快,需在短时间内将焊接区域加热至钎焊温度,功率一般需达到 20-50kW。温度控制精度需在 ±3℃以内,避免局部过热导致铝管烧穿或钎料未充分熔化。感应线圈需采用特殊设计...
-
风电轴承感应淬火
发布时间:2025.10.06
感应淬火过程中,工件的温度控制至关重要。以下是控制工件温度的关键方法:调整加热功率和频率:感应淬火设备可通过调整加热功率和频率来控制加热速度和温度。需根据工件材质、尺寸等选择合适的参数。使用测温设备:...
-
制冷机不锈钢管感应钎焊电源
发布时间:2025.10.06
选择大型变压器引线钎焊设备需综合考虑加热效率、温度均匀性、工艺可控性及安全性。感应加热设备因其非接触式加热、能量集中、升温速度快等优势,成为主流选择。具体而言,设备功率需根据引线尺寸和材质确定,例如直...