-

 杭州新能源车生产下线NVH测试提供商
发布时间:2025.09.13
杭州新能源车生产下线NVH测试提供商
发布时间:2025.09.13
生产下线 NVH 测试前,需对测试设备进行***检查,确保传感器灵敏度达标、数据采集仪运行正常。同时,要确认被测车辆处于标准状态,油量、胎压等符合规定,消除外界因素对测试结果的干扰。测试过程中,操作人...
-
 研发异响检测检测技术
发布时间:2025.09.13
研发异响检测检测技术
发布时间:2025.09.13
底盘部件的举升检测能更直观地暴露隐藏异响。将车辆升至离地状态后,技术人员会用撬棍撬动传动轴,检查万向节的间隙,若转动时出现 “咯噔” 声,可能是十字轴磨损;转动车轮,***轮毂轴承的声音,正常应是均匀...
-
 南京EOL生产下线NVH测试应用
发布时间:2025.09.12
南京EOL生产下线NVH测试应用
发布时间:2025.09.12
在新能源汽车领域,生产下线NVH测试的重要性更为凸显。电驱动系统的高频噪声、电池包的低频振动等新型 NVH 问题,对测试技术提出了更高要求。研华科技与盈蓓德智能科技联合开发的 iDAQ NVH 智能诊...
-
上海研发异响检测数据
发布时间:2025.09.11
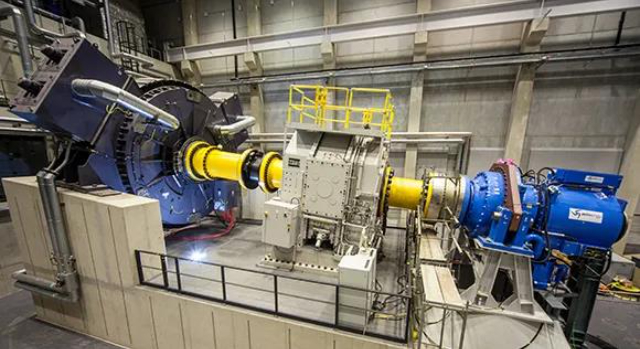
针对汽车传动系统的零部件异响检测,往往需要在底盘测功机上进行。当车辆在测功机上模拟不同车速行驶时,传动轴、半轴等旋转部件若存在动平衡偏差,会在特定转速下产生周期性异响,比如高速行驶时的 “呜呜” 声。...
-
 杭州电驱动生产下线NVH测试台架
发布时间:2025.09.10
杭州电驱动生产下线NVH测试台架
发布时间:2025.09.10
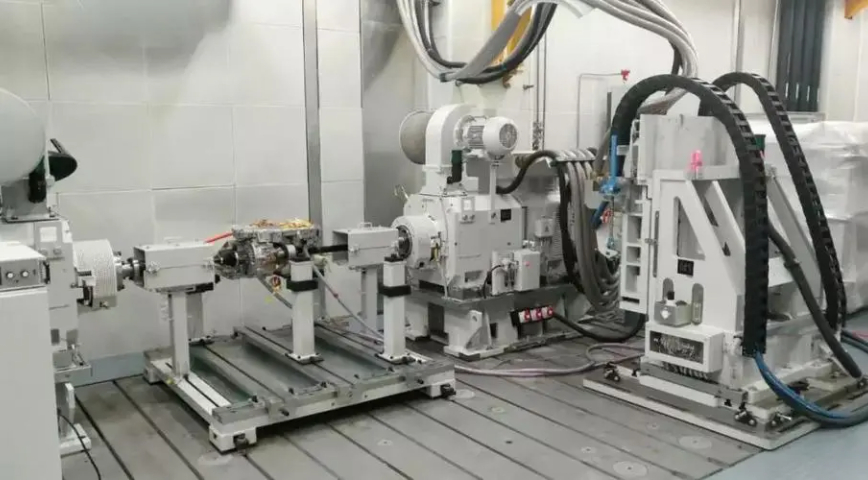
NVH生产下线NVH测试,柔性生产线需兼容燃油、混动、纯电等多类型动力总成测试,不同车型的传感器布局、判据阈值差异***。例如,某混线车间切换纯电驱与燃油变速箱测试时,需调整加速度传感器在电机壳体与曲...
-
 绍兴自动化生产下线NVH测试
发布时间:2025.09.10
绍兴自动化生产下线NVH测试
发布时间:2025.09.10
生产下线NVH产线节拍与测试数据完整性的平衡困境。为适配年产 30 万台的产线需求,单台动力总成测试需控制在 2 分钟内,这导致多参数同步采集时易出现数据 “断档”。例如,在变速箱正拖 - 稳拖 - ...
-
 宁波电机生产下线NVH测试方法
发布时间:2025.09.09
宁波电机生产下线NVH测试方法
发布时间:2025.09.09
生产下线NVH测试故障诊断依赖频谱分析技术识别特征频率,如轴承磨损的高频峰值、齿轮啮合的阶次噪声。技术人员通过振动信号音频化处理辅助判断声源位置,例如某案例中通过 255Hz 频段过滤验证,**终锁定...
-
 南通生产下线NVH测试介绍
发布时间:2025.09.07
南通生产下线NVH测试介绍
发布时间:2025.09.07
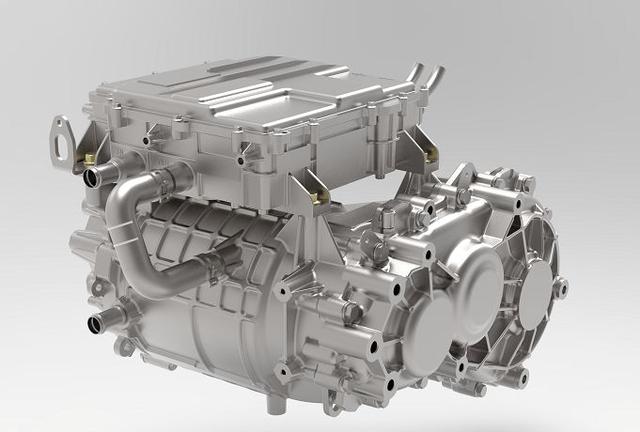
生产下线NVH测试的难点之一:电机、减速器、逆变器一体化设计使噪声源呈现 “电磁 - 机械 - 流体” 耦合特性,例如电机电磁力波(48 阶)会激发减速器壳体共振,进而放大齿轮啮合噪声(29 阶),形...
-
南京国产生产下线NVH测试振动
发布时间:2025.09.05
执行器类部件生产下线的NVH测试。异响特征量化难题电子节气门、制动执行器等部件的异响(如齿轮卡滞、电机碳刷摩擦)具有 “瞬时性 - 非周期性” 特点,持续时间* 0.3-0.5 秒,传统连续采样易错过...
-
 常州变速箱生产下线NVH测试异音
发布时间:2025.09.04
常州变速箱生产下线NVH测试异音
发布时间:2025.09.04
生产下线NVH测试高速通信技术**了海量数据传输瓶颈。5G 网络支持振动、噪声、温度等多参数每秒 10MB 级同步传输,配合边缘计算节点的实时 FFT 分析,可在测试过程中即时判定电驱系统阶次异常。某...
-
 NVH异响检测咨询报价
发布时间:2025.09.04
NVH异响检测咨询报价
发布时间:2025.09.04
空调压缩机异响检测需联动性能参数与部件检查。启动空调至制冷模式(设定温度 22℃),用声级计在压缩机 1 米处测量噪音,正常应低于 75dB,“嗡嗡” 声超过 85dB 需进一步检测。连接冷媒压力表,...
-
异响检测供应商家
发布时间:2025.09.03
间歇性异响的检测是汽车异响排查中的难点,需要系统的测试方法。技术人员会设计特定的测试流程,比如在满载与空载状态下分别进行长距离路试,记录异响出现的时间点;在不同海拔、湿度的地区测试,观察环境因素的影响...
-
 上海定制异响检测公司
发布时间:2025.09.03
上海定制异响检测公司
发布时间:2025.09.03
下线异响检测技术的发展趋势:未来,下线异响检测技术将朝着智能化、集成化方向发展。智能化方面,人工智能和机器学习算法将更深入应用于检测过程。通过对海量正常和异常产品检测数据的学习,智能模型能够自动识别各...
-
 上海稳定异响检测价格
发布时间:2025.09.02
上海稳定异响检测价格
发布时间:2025.09.02
动态检测中的城市路况模拟测试是还原日常驾驶异响的关键手段。测试场地会铺设沥青、水泥、鹅卵石等多种路面,工程师驾驶检测车辆以 20-60 公里 / 小时的速度行驶,重点关注悬挂系统的表现。当车辆碾过减速...
-
 发动机异响检测技术
发布时间:2025.09.02
发动机异响检测技术
发布时间:2025.09.02
电动车电池包生产线下线异响检测专门针对电芯组设计。当电池包完成封装后,检测设备会施加不同倍率的充放电电流,同时采集内部声音。若出现电芯微短路的异响或连接片松动的振动声,系统会立即触发警报。通过三维声成...
-
宁波新能源车生产下线NVH测试方案
发布时间:2025.09.02
生产下线NVH测试标准与实际工况的关联性偏差现有测试标准(如 SAE J1470、ISO 362)多基于台架稳态工况制定,而整车实际运行中的动态工况(如颠簸路面的冲击载荷、急减速时的惯性力)难以在产线...
-
上海电驱动生产下线NVH测试仪
发布时间:2025.09.02
保证 NVH 测试结果的准确性和可靠性,需要特定的测试环境和专业的测试设备。在生产下线NVH测试设备方面,除了上述的传感器和数据采集系统外,还需要各种激励设备来模拟产品的实际运行工况。例如,振动台可以...
-
 上海NVH异响检测系统
发布时间:2025.09.01
上海NVH异响检测系统
发布时间:2025.09.01
悬挂下摆臂异响检测需分步骤排查。车辆在颠簸路面行驶时,若 “咯吱” 声随路面粗糙度增加而加剧,需用举升机升起车辆,用撬棍撬动下摆臂与车架连接点,感受是否有间隙。拆卸下摆臂后,检查胶套是否有裂纹或老化,...
-
 上海设备异响检测方案
发布时间:2025.09.01
上海设备异响检测方案
发布时间:2025.09.01
变速箱作为动力传输的关键部件,其异响问题不容忽视。当变速箱内部齿轮磨损、轴承损坏或同步器故障时,会产生异常噪音。例如,齿轮啮合不良会发出 “咔咔” 声,尤其在换挡过程中更为明显;轴承磨损则可能导致 “...
-
无锡新能源车生产下线NVH测试技术
发布时间:2025.09.01
精细识别潜在 NVH 问题根源借助精确测量与深入分析手段,生产下线 NVH 测试可精细找出产品噪声和振动的产生源。在电机运行中,电磁力波会引发振动,齿轮啮合会产生冲击噪声,轴承运转会出现高频噪声等。在...
-
 常州电机生产下线NVH测试声学
发布时间:2025.09.01
常州电机生产下线NVH测试声学
发布时间:2025.09.01
测试过程的标准化操作是保证数据可靠性的关键,需建立全流程操作规范并严格执行。操作人员需先通过防静电培训,佩戴接地手环连接车辆车身,避免静电击穿传感器接口电路。连接传感器时,需按照 “先固定后接线” 原...
-
 上海基于AI技术的总成耐久试验早期故障监测
发布时间:2025.08.31
上海基于AI技术的总成耐久试验早期故障监测
发布时间:2025.08.31
制动系统总成耐久试验监测关乎行车安全。试验在专门的制动试验台上进行,模拟车辆不同速度下的制动工况,从常规制动到紧急制动。监测设备实时记录制动压力、制动片磨损量、制动盘温度等数据。若在试验中发现制动压力...
-
 南通基于AI技术的总成耐久试验阶次分析
发布时间:2025.08.31
南通基于AI技术的总成耐久试验阶次分析
发布时间:2025.08.31
智能算法监测技术在汽车总成耐久试验早期故障监测中发挥着日益重要的作用。随着大数据和人工智能技术的发展,利用机器学习、深度学习等智能算法对海量的监测数据进行分析成为可能。技术人员将汽车在正常运行状态下以...
-
 上海新能源车总成耐久试验故障监测
发布时间:2025.08.31
上海新能源车总成耐久试验故障监测
发布时间:2025.08.31
家电行业的典型案例:在家电行业,冰箱压缩机总成的耐久试验是保障产品质量的关键环节。某**品牌冰箱在研发过程中,对压缩机总成进行了严格的耐久试验。模拟冰箱在不同环境温度、不同开门频次下的运行工况,持续运...
-
 温州电机总成耐久试验早期损坏监测
发布时间:2025.08.31
温州电机总成耐久试验早期损坏监测
发布时间:2025.08.31
空调系统总成耐久试验监测围绕制冷制热性能、压缩机工作状态以及各管路的密封性展开。试验在模拟不同环境温度、湿度的试验舱内进行,监测系统实时采集空调出风口的温度、湿度数据,判断制冷制热效果是否达标;监测压...
-
上海研发异响检测价格
发布时间:2025.08.31
汽车发动机作为动力**,其 NVH 性能直接影响驾乘体验。发动机运转时,众多零部件协同工作,如活塞在气缸内高频往复运动,曲轴高速旋转,一旦部件磨损、配合间隙变化或出现共振,便会引发异常振动与噪音。常见...
-
宁波发动机总成耐久试验阶次分析
发布时间:2025.08.31
早期故障引发的异常振动模式是诊断故障的关键依据。不同类型的早期故障会产生不同的振动模式。例如,当变速箱的齿轮出现磨损时,振动信号会出现高频的周期性波动,这是因为磨损的齿轮在啮合过程中会产生不均匀的冲击...
-
无锡减速机总成耐久试验早期损坏监测
发布时间:2025.08.30
现代汽车高度依赖电气系统,其稳定性直接影响汽车的整体性能。在汽车总成耐久试验早期故障监测中,电气系统监测技术十分关键。通过**的电气检测设备,对汽车的电池、发电机、电路以及各类电子控制单元(ECU)进...
-
 温州基于AI技术的总成耐久试验故障监测
发布时间:2025.08.30
温州基于AI技术的总成耐久试验故障监测
发布时间:2025.08.30
汽车排气系统总成在耐久试验早期,可能会出现排气泄漏的故障。车辆在运行时,能够闻到刺鼻的尾气味道,同时排气声音也会发生变化。排气泄漏通常是由于排气管的焊接部位出现裂缝,或者密封垫损坏。焊接工艺不达标,或...
-
杭州总成耐久试验早期故障监测
发布时间:2025.08.30
汽车变速器总成在耐久试验的早期,有时会遭遇换挡卡顿的故障。当试验车辆在模拟不同工况进行换挡操作时,驾驶员明显感觉到换挡过程不顺畅,有明显的顿挫感。这可能是由于变速器内部同步器的同步环磨损过快导致的。早...