新闻中心 - 大儒科技(苏州)有限公司
-
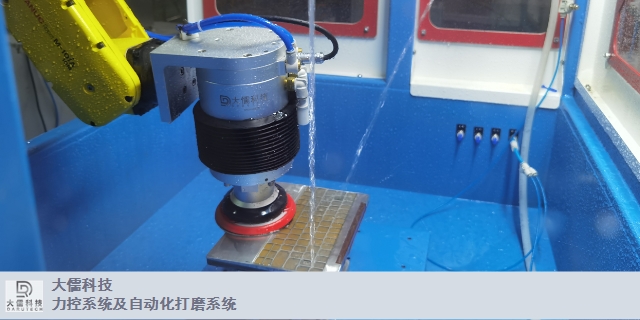
 四川力控系统型号
四川力控系统型号金属加工工序中,激光焊接后的焊缝,因为金属的形变、焊缝的高差及治具定位公差等原因,使的焊缝打磨变得难以实现自动化打磨。常见的焊缝打磨包括:平面焊缝余高打磨、曲面焊缝余高打磨、不规则焊缝打磨、焊缝打磨后...
发布时间:2025.12.25 -
 无锡柔性打磨来电咨询
无锡柔性打磨来电咨询气动圆盘工具对圆棒类工件的外表面进行打磨,实际打磨时气动打磨机来回移动,圆棒工件旋转移动,气动打磨机与圆棒工件之间线接触的打磨,要想打磨圆棒工件的整个外圆周,圆棒工件不但要进行轴线移动,还需要径向的调...
-
 恒力力控系统性价比高
恒力力控系统性价比高铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导...
-
 北京直销力控打磨值得推荐
北京直销力控打磨值得推荐常规的打磨方案采用人工打磨,生产效率低,工作周期长,而且精度不高,产品均一性差。尤其是打磨现场的噪声和粉尘污染对工人的伤害特别大。基于力控的打磨抛光机器人能够实现高效率、高质量的自动化打磨,是替代人工...
-
 洛阳智能力控打磨研磨
洛阳智能力控打磨研磨木工家具,3C产业的表面砂打磨和砂光。气动打磨机研磨速度快,有效缩短作业时间;轻巧、平衡性高、使用长时间不易疲劳;使用木工家具、轻毂、金属研磨、汽车钣金涂装、研磨、修面,羽状边研磨。气动长指头式砂光机...
-
 北京销售力控打磨值得推荐
北京销售力控打磨值得推荐人们对工件的外观面要求逐渐变高,因此需要对工件进行打磨工艺,当需要打磨大批量工件,而且工件的内壁面和外壁面同时都需要打磨时,如果采用传统的流水线制作模式,通过人工打磨效率低,同时打磨后的效果得不到保证...
-
厦门什么是力控打磨哪里买
比起传统人工,抛光研磨机器人的优势还是很明显的,打磨抛光力控打磨来说:外观上,一致性高、光洁度好、废品率低;效率上,调试简单,能连续生产;产量上,机械产量可固化,加工时间准确到秒;精度上,系统控制精度...
-
 深圳精密力控打磨打磨
深圳精密力控打磨打磨打磨抛光是一种表面改性的工艺技术,应用非常广。常规的打磨方案采用人工打磨,生产效率低,工作周期长,而且精度不高,产品均一性差。尤其是打磨现场的噪声和粉尘污染对工人的伤害特别大。基于力控的打磨抛光机器人...