商机详情 -
郑州市农业机械链轮定制厂家
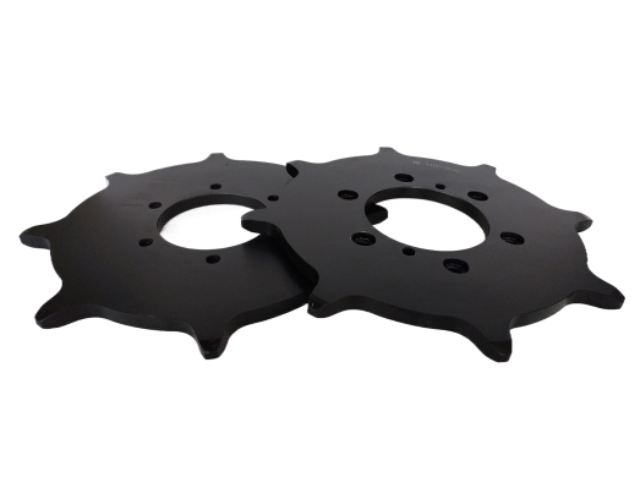
B 型链轮的加工工艺需保证齿形精度与安装适配性,重心工序包括毛坯加工、齿形成型、热处理及精整。毛坯多采用圆钢锻造或棒料直接切削,锻造毛坯需保证锻造比≥2,消除内部组织缺陷,确保力学性能均匀;棒料切削适用于小规格链轮(节距≤19.05mm),材料利用率可达 80% 以上。齿形加工常用滚齿或插齿工艺,滚齿效率高(每齿加工时间≤10 秒),适合批量生产,插齿则适用于齿数少(z≤10)或带台肩的复杂结构。加工后齿面粗糙度需达 Ra≤3.2μm,齿距累积误差控制在 0.05~0.15mm(根据节距大小)。热处理后需进行精磨,修正变形量(径向跳动≤0.05mm),并对中心孔和键槽进行精加工,确保与轴的配合精度。较后进行表面处理,如磷化(提升耐磨性)或发黑(防锈),处理后需检验涂层附着力(≥5N/cm)。链轮在机床辅助传动中,实现进给运动控制。郑州市农业机械链轮定制厂家

数字化技术正重塑滚子链轮的制造与应用模式,提升性能与可靠性。三维建模软件(如 SolidWorks)可模拟啮合过程,优化齿形曲线使接触应力降低 20%;有限元分析(ANSYS)能预测齿根处的疲劳寿命,精度达 ±5%。加工环节采用数控滚齿机(定位精度 ±0.01mm)和激光淬火(硬化层深度均匀性 ±0.1mm),使齿形精度提升至 7 级以上。应用中,物联网传感器可实时监测链轮温度、振动等参数,当振动加速度>5g 时自动报警,实现预测性维护。这些技术使滚子链轮的传动效率从 90% 提升至 96% 以上,在智能生产线中应用普遍。青岛市五分链轮链轮在船舶机械中,适应海洋潮湿环境传动。
曲轴链轮的应用需与发动机类型和功率匹配,不同机型设计存在差异。自然吸气发动机链轮直径较小(通常 50-80mm),齿数 17-25 齿,适配中小功率输出;涡轮增压发动机因配气需求更高,链轮直径略大(60-90mm),齿宽增加 20%,承受更大链条张力。汽油机链轮侧重传动平稳性,齿面粗糙度控制在 Ra0.8μm 以下;柴油机链轮因振动更大,需强化齿根强度,齿根处增设 0.5mm 厚的加强筋。链轮与链条需成套设计,滚子链链轮适配套筒滚子链,齿形链链轮适配无声链,不可混用,否则会导致啮合不良和早期磨损。
B 型链轮是链条传动中常用的标准链轮类型之一,其结构特征为轮毂无凸缘(即 “无凸肩”),轮缘直接与轮毂相连,适用于单排链条或空间受限的传动场景。与带凸缘的 A 型链轮相比,B 型链轮轴向尺寸更紧凑,可节省安装空间,尤其适合多轴并行的传动系统(如流水线输送机构)。其基本结构包括轮齿、轮毂和中心孔,轮齿采用渐开线齿形或标准滚子链齿形,齿顶圆直径、节距等参数符合 GB/T 1243-2006 等标准规范。例如,在纺织机械的传动系统中,B 型链轮因轴向尺寸小,可避免与相邻部件干涉;而在轻型输送设备中,其简化的结构能降低整体重量,减少动力损耗。设计时需根据链条型号(如 08B、10B 等)匹配节距,确保啮合精细,同时轮毂厚度需满足轴径配合强度,通常为轴径的 1.2~1.5 倍。链轮安装偏差过大会导致链条侧边磨损加快。
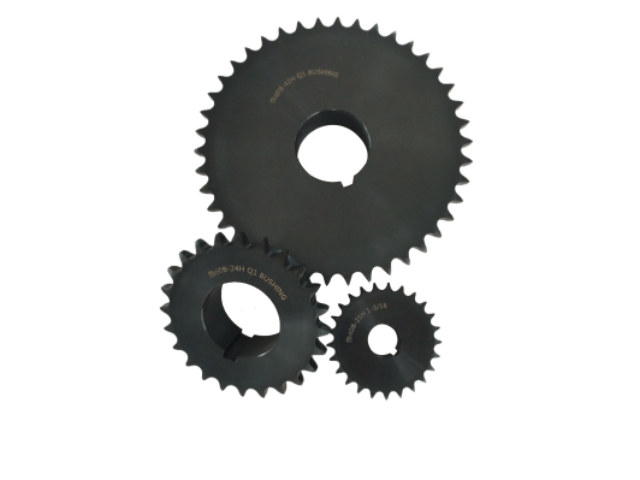
机械链轮的材料选择需兼顾耐磨性和强度,同时考虑成本。普通传动场景(如输送机)常用 45 号钢,经调质处理后硬度达 HBS220-250,齿面可进行高频淬火(硬度达 HRC40-45),提升耐磨性,成本较低。中载传动(如机床进给链)多选用 40Cr 合金结构钢,整体调质后齿面淬火,硬度达 HRC45-50,抗疲劳性能优于 45 号钢。高速轻载场景(如农业机械)可用灰铸铁(HT250),铸造性能好,成本为钢质链轮的 60%-70%,但脆性较大,不适合冲击载荷。在腐蚀性环境中,可选用不锈钢(如 304)或表面镀锌处理的链轮,延长使用寿命,但成本会增加 20%-40%。链轮与链条需成对更换,避免新旧配合磨损。深圳市驱动链轮售价
链轮在包装机中,保证包装材料贴合精度。郑州市农业机械链轮定制厂家
升降链轮的传动特性需满足升降平稳性和载荷稳定性要求。传动比固定(通常 1:1,通过链轮转速直接控制升降速度),转速一般为 10-50r/min,属于低速重载传动,避免高速运转时链条离心力影响稳定性。因承受单向垂直载荷,齿面接触区集中在齿槽下半部,需通过齿面硬化处理提升该区域耐磨性。传动效率约 85%-90%,低于普通链轮,因链条自重和重物载荷会增加啮合摩擦。允许的链条张紧度误差较小(下垂量≤中心距的 1%),需通过张紧装置严格控制,过松易导致跳齿,过紧会加剧链轮磨损和电机能耗。郑州市农业机械链轮定制厂家