商机详情 -
西安市铝合金同步带轮生产
同步带轮的安装精密度要操纵好。事实上,不平行面的皮同步带轮的两边承受力状况不是匀称的,并且边沿非常容易损坏。因此在安裝或拆换同步带轮的情况下,要不断地调节两根皮带盘,确保他们的平面度,并开展试运行,假如在传送的情况下,物件不方向跑偏,就表明皮带盘安装是达标的。在人为因素实际操作层面,务必要提升和标准实际操作管理方法。厂家应当聘请一些技术专业的人才,或是在入岗以前对职工开展统一、严苛的学习培训,标准实际操作工作人员工作方式,加强管理考评。那样才可以更高限度地确保生产安全。按时地对机器设备和设备开展清理和维护保养,查验同步带及同步带轮的运行情况并立即调节或拆换。清查和维护保养的周期时间一般在15到20天上下。同步带轮齿顶需平整,避免与同步带干涉。西安市铝合金同步带轮生产
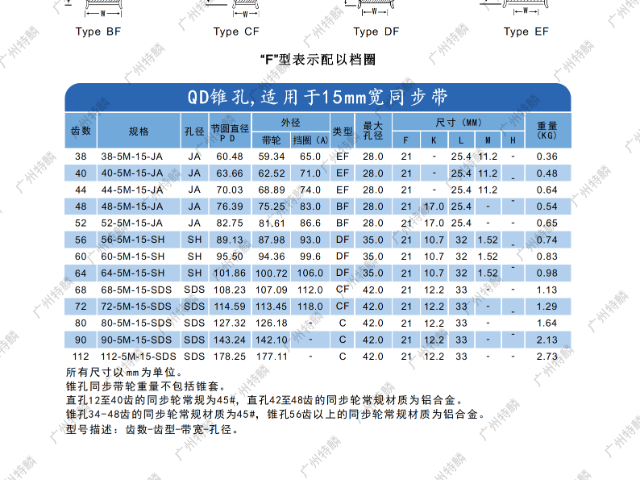
非标同步带轮的参数确定需与非标同步带协同,关键参数包括节距、齿数、齿宽及轮毂尺寸。节距可按需求设定为非标准值(如 6.35mm、12.7mm 以外的特殊尺寸),但需保证与带体节距偏差≤0.01mm,避免啮合不良。齿数选择不受标准限制,可设计为 6~200 齿,小齿数(6~9 齿)需配合强化齿根(圆角半径≥0.5mm)防止断裂,大齿数则需优化轮毂刚性。齿宽需根据带体宽度 + 2~10mm(比标准带轮放宽范围),适应特殊带体的跑偏特性。轮毂尺寸可定制为锥孔、花键孔或法兰结构,轴孔公差常采用 H7 或 H6,以满足精密配合需求,如机器人关节中的非标带轮轴孔公差达 H5 级,确保与伺服电机轴的刚性连接。重庆市圆弧形同步带轮厂家推荐同步带轮高精度加工,保证多轮传动同步性。
铝质同步带轮的表面处理是提升性能的关键,需根据工况选择合适工艺。阳极氧化是较常用的处理方式,形成 5~20μm 的氧化膜,硬度可达 300~500HV,耐磨性提升 2~3 倍,且能隔绝腐蚀介质,盐雾试验可达 96 小时以上。对于装饰性需求,可采用电泳涂装,涂层厚度 10~30μm,附着力≥5N/cm,颜色可选范围广。在高磨损场景(如频繁启停的传动系统),可采用硬质阳极氧化,膜厚 20~50μm,表面硬度≥500HV,使用寿命延长至普通阳极氧化的 1.5 倍。需注意,表面处理后需重新检测齿形尺寸,确保误差≤0.02mm。
同步带轮属于低速高扭矩的传动配件,它综合了带传动、链传动和齿轮传动的多种优点,工作时它是通过带齿与带轮的带槽相互啮合来传递动力的。同步带轮具备体积小、维护少、没污染和效率高等优点。使用中的带轮张紧力很小,所以不容易出现同步带蹦脱的现象,且在呈现出优化传动效果的同时还不会出现污染现象;又由于同步带轮自身有很好的缓冲和减振功能,所以在传动的时候产生的噪音还很小。同步带轮的结构都比较紧凑,在应用的时候需要占用的空间较少,因此在优化设备运行的同时还不会影响到设备的优化过程,且不会存在明显的不稳定因素。同步带轮安装时需保证两轴平行,避免带轮偏载。

梯形同步带轮的加工工艺以滚齿和插齿为主,精度控制需符合应用场景。普通带轮(精度 10~11 级)采用插齿机加工,齿距累积误差≤0.15mm/100mm,齿面粗糙度 Ra≤3.2μm,适合一般传动。高精度带轮(精度 8~9 级)需用数控滚齿机(定位精度 ±0.005mm),并经齿面磨削,齿形误差≤0.03mm,传动误差可控制在 ±0.1mm/m 内,满足伺服系统需求。轮毂加工需一次装夹完成,保证端面与轴心线垂直度≤0.03mm/100mm,避免安装后带体偏磨。加工后需去除齿面毛刺,并用通规检测齿槽尺寸,确保与同步带的配合间隙(0.1~0.2mm)达标。同步带轮在光伏设备中,控制硅片传输精度。北京市圆弧齿同步带轮批发厂家
同步带轮在输送设备中,实现物料平稳转运。西安市铝合金同步带轮生产
同步带轮虽然不起眼,但在很多行业领域都有应用到,在医疗机械设备和机床设备、印刷机械设备、纺织设备等行业都有用到;同步带轮的传动效果还是非常不错的,重要的是使用同步带轮可以实现节能效果,因此它具备更广的推广价值。不同型号的V带对同步带轮的直径都有控制,皮带越粗的建议使用的带轮较小直径就越大;控制带轮直径有两个因素:一是考虑到包角大小,包角与摩擦力成正比,而包角小就会导致传动打滑;二是胶带的寿命,带轮的直径越小胶带弯曲就越厉害,长此以往胶带容易弯断。西安市铝合金同步带轮生产