商机详情 -
苏州市高精度同步带轮定做
梯形同步带轮的加工工艺以滚齿和插齿为主,精度控制需符合应用场景。普通带轮(精度 10~11 级)采用插齿机加工,齿距累积误差≤0.15mm/100mm,齿面粗糙度 Ra≤3.2μm,适合一般传动。高精度带轮(精度 8~9 级)需用数控滚齿机(定位精度 ±0.005mm),并经齿面磨削,齿形误差≤0.03mm,传动误差可控制在 ±0.1mm/m 内,满足伺服系统需求。轮毂加工需一次装夹完成,保证端面与轴心线垂直度≤0.03mm/100mm,避免安装后带体偏磨。加工后需去除齿面毛刺,并用通规检测齿槽尺寸,确保与同步带的配合间隙(0.1~0.2mm)达标。同步带轮在数控机床中用于精确控制进给速度。苏州市高精度同步带轮定做
泵的装配质量不好。如果应用同步带轮的设备,存在着泵装配质量不好,尤其是存在摩擦处或者是电机和泵轴没有同心,就非常容易出现电机过着这样的问题。轮和轴的联接效果不好。如果同步带轮在与轴联接的时候,存在着一定的传动间隙,就会在影响到带轮正常运行的情况下,导致电机出现过热现象。同步带轮是由一个主动轮、从主动轮及其一个输送带组成,此3类零件上均存有等距的齿合,但输送带是紧紧套在主动轮及从主动轮上的。同步带在平时应用中会产生众多故障,以便尽早防止这种故障的产生,保证防范于未然。苏州市高精度同步带轮定做同步带轮材质选择需兼顾强度与耐磨性要求。

以前的长时间里,国内的同步带配套都无法赶上国外的发展,尤其在冶炼制造这一方面,随着国内企业的不断发展打破国外垄断的态势,促进同步带高速发展。作为一个较大的变化,初的时候该产品都是通过定制的方式来完成的,也就是按照客户所提供的的设计图纸来进行生产和制造,不过随着需求的变化,更多的厂家开始通过自主创新的模式进行产品设计,这也是扩大自身影响力以及提升研发水平的重要途径。内孔有圆孔,D形孔,锥形孔等形式。表面处理有本色氧化,发黑,镀锌,镀彩锌,高频淬火等处理。
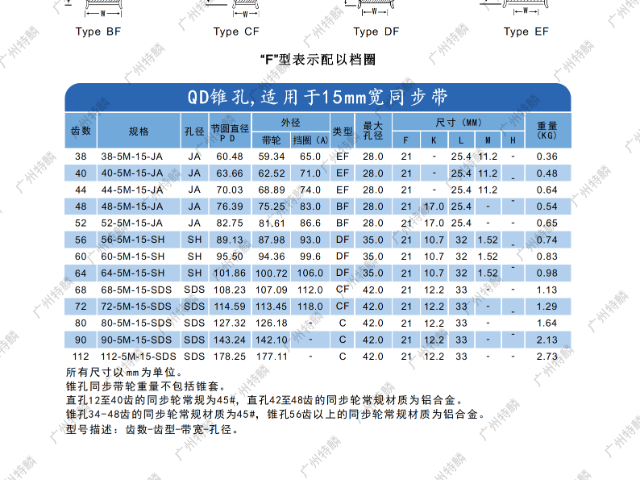
同步带轮的简化设计:根据齿轮传动的传动功率、输入转速、传动比等条件,确定中心距、模数等主要参数。如果中心距、模数已知,可跳过这一步。几何设计计算:设计和计算齿轮的基本参数,并进行几何尺寸计算。强度校核:在基本参数确定后,进行精确的齿面接触强度和齿根弯曲强度校核。同步带按材质可分为氯丁橡胶加纤维绳同步带,聚氨酯加钢丝同步带,按齿的形主要分为梯形齿和圆弧齿两大类,按带齿的排布面又可分为单面齿同步带和双面齿同步带。同步带传动具有准确的传动比,无滑差,可获得恒定的速比,可精密传动,传动平稳,能吸震,噪音小,传动速比范围大,一般可达1∶10,允许线速度可达50m/s,传动效率高,一般可达98℅―99℅。传递功率从几瓦到数百千瓦。结构紧凑还适用多轴传动,张紧力小,不需润滑,无污染。同步带轮传动可实现多轴联动,简化结构。
运行时间很长的同步带的齿面或帆布有时已经完全磨损掉,这种情况就预示同步带轮磨损也已经产生。同步带磨损后会使其芯线与带轮接触,从而造成带轮的外周轮槽也磨损。带轮的齿顶有凸起是带轮磨损后的标志。磨过的表面非常尖锐较好用螺丝起子去感觉,以防手被划伤。这种情况下,应该更换带轮。在腐蚀性空气下,带轮较容易被迅速磨损。严重磨损的带轮通常表现为轮槽磨损和带轮加工外径的减少。磨损带轮导致同步带失效典型的表现为同步带齿底磨光性损伤和齿部区域性尺寸变形。经过硬镀铬过的带轮可以延长其在腐蚀性空气中的寿命。另一种情况,如果替换后的新同步带的寿命比以前的同步带低,也要仔细检查下带轮是否过度磨损。同步带轮安装偏差过大会导致同步带侧边磨损。苏州市高精度同步带轮定做
同步带轮与同步带配合,可传递一定轴向力。苏州市高精度同步带轮定做
想要确保同步带轮的磨损减少就需要正确的操作。同步带轮大家都应该是很了解的,产品和同步带进行配合,是能够很好的帮助设备实现传动的功能,也让设备的使用价值得到了更好的发挥。同步带轮在使用过程中是会出现磨损,若是磨损严重那么也是会降低使用价值,而这也是需要正确的措操作才能够避免。减少摩擦:同步带轮在使用过程中之所以会出现严重的磨损,与在使用过程中出现严重的摩擦有着很很大的关系,而想要减少摩擦就应该要根据实际情况合理的减少摩擦力,这样是能够有很好的效果。质量保证:很多同步带轮在使用过程中会出现严重的磨损,是因为产品本身质量是存在问题而导致的,那么这种情况下人们只有在购买的时候能够多加注意,确保产品质量是不存在问题的才能够避免。速度保证:同步带轮的使用对于速度也是有着要求的,无论是提速还是降速都应该要确保是均匀的,突然的变动也是会造成严重的磨损出现。对于已经出现严重磨损的同步带轮人们需要及时的更换,否则是会给之后的使用带来不必要的麻烦。苏州市高精度同步带轮定做