商机详情 -
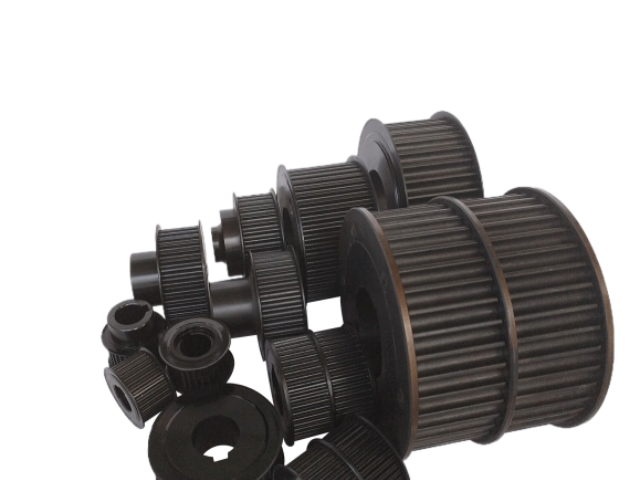
成都市高扭矩同步带轮批发厂家
梯形同步带轮的加工工艺以滚齿和插齿为主,精度控制需符合应用场景。普通带轮(精度 10~11 级)采用插齿机加工,齿距累积误差≤0.15mm/100mm,齿面粗糙度 Ra≤3.2μm,适合一般传动。高精度带轮(精度 8~9 级)需用数控滚齿机(定位精度 ±0.005mm),并经齿面磨削,齿形误差≤0.03mm,传动误差可控制在 ±0.1mm/m 内,满足伺服系统需求。轮毂加工需一次装夹完成,保证端面与轴心线垂直度≤0.03mm/100mm,避免安装后带体偏磨。加工后需去除齿面毛刺,并用通规检测齿槽尺寸,确保与同步带的配合间隙(0.1~0.2mm)达标。同步带轮表面可做氧化处理,提升抗腐蚀能力。成都市高扭矩同步带轮批发厂家
同步凸轮中的毛刺是在切削、磨削、铣削和其他类似的切屑加工过程中形成的。金属进行资料向优强、高硬、高韧偏向的发展,机械设计产品中繁杂总体结构构件技术日趋明显增加,除毛刺的难度也随之不断增大,传统的手工除毛刺功课很难得到满足企业上述经济发展对除毛刺的要求,种种社会机器化、积极化除毛刺新妙技、新工艺应运而生。为了提高工件的质量和延长使用寿命,同步带轮加工工艺要求,除了所有金属精密零件上的毛刺。工件进行外面、锐角与棱边必需抵达一个极高的金属表面清洁度,必要时,必需建立适用于非电镀与电镀以及金属。广州市圆弧形同步带轮定做同步带轮材质选择需兼顾强度与耐磨性要求。

为保证同步带轮有更好的应用需要大家做好这些,购买合适且出色的产品:对于大家来说,只有非常出色且同时能够与自己使用的同步带和相应的设备相适用的同步带轮,才能够正常使用并实现优势的应用。所以为了保证该产品有更好的应用,就需要大家首先保证自己购买的是合适且出色的产品。准备一个非常合适的应用环境:因为同步带轮在应用的时候,是否能够正常使用,与应用环境的温度、湿度等条件都是有一定的关系的。所以为了保证其有更好的应用,就需要大家为其准备一个非常合适的应用环境。
不是所有的同步带轮质量都有保证,因此要慎重选择,选择正规的厂家。对于消费者而言想要保证所选择的同步带轮质量是符合要求的,那么首先就应该要保证所选择的厂家是正规的,正规的同步带轮厂家,其生产是符合要求的,所生产的产品质量也是会有保证的。选择大品牌产品,在选择同步带轮的时候,若是不能够保证厂家是正规的,那么尽量的选择大品牌产品,这样的产品虽然价格会相对较高,但是无论是质量还是性能都是有保证的,使用效果也是可以得到保证的。根据需求选择,对于同步带轮的选择还是应该要根据需求进行选择,只有这样才能够更好的保证选择的正确,也能够避免在过程中进入误区。同步带轮过载保护功能,降低设备维修成本。
圆弧形同步带轮的参数需与同步带型号严格匹配,模数与齿数是重心指标。模数范围通常为 0.5~10mm,对应带轮节圆直径计算公式为:节圆直径 = 模数 × 齿数,公差需控制在 ±0.02mm 内,确保与同步带节距精细啮合。齿数选择需兼顾传动比与结构尺寸,小齿数(≥10 齿)适用于紧凑空间,但易导致带轮寿命缩短;大齿数(≤100 齿)传动更平稳,但会增加惯性力。齿宽需比同步带宽度大 2~5mm,防止带体跑偏,如适配 15mm 宽的同步带,带轮齿宽应为 17~20mm。此外,轮毂直径需为轴径的 1.2~1.5 倍,键槽按 GB/T 1095 标准设计,保证动力传递无打滑。同步带轮轮毂长度需足够,保证与轴连接牢固。武汉市同步带轮售价
同步带轮安装时需保证两轴平行,避免带轮偏载。成都市高扭矩同步带轮批发厂家
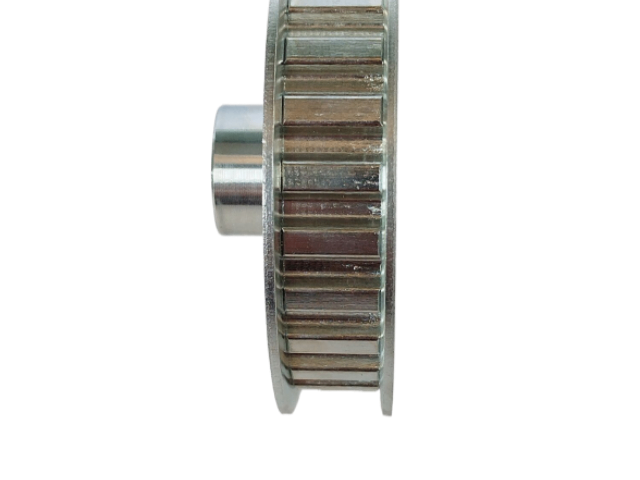
铝质同步带轮的表面处理是提升性能的关键,需根据工况选择合适工艺。阳极氧化是较常用的处理方式,形成 5~20μm 的氧化膜,硬度可达 300~500HV,耐磨性提升 2~3 倍,且能隔绝腐蚀介质,盐雾试验可达 96 小时以上。对于装饰性需求,可采用电泳涂装,涂层厚度 10~30μm,附着力≥5N/cm,颜色可选范围广。在高磨损场景(如频繁启停的传动系统),可采用硬质阳极氧化,膜厚 20~50μm,表面硬度≥500HV,使用寿命延长至普通阳极氧化的 1.5 倍。需注意,表面处理后需重新检测齿形尺寸,确保误差≤0.02mm。成都市高扭矩同步带轮批发厂家