商机详情 -
金锡焊料中国 CAMDI 标准应用方案
宇航级器件(SpaceGrade)采用的封装材料和工艺必须符合严格的空间应用规范,以确保在空间极端环境中的长期可靠性。金锡焊料作为宇航级器件封装的标准焊接材料,需满足一系列特定的材料规范和质量控制要求。在材料规范方面,宇航级金锡焊料通常需符合MIL-P-38535(集成电路一般规范)、NASA-STD-8739.3(空间飞行器钎焊手册)或相关宇航行业标准的材料要求,包括成分公差、纯度等级、表面处理和包装要求。成分偏差一般要求Au含量在(80±1)wt%范围内,有害杂质元素总量不超过0.1wt%。在质量控制方面,宇航级金锡焊料批次需提供详细的材料认证文件,包括熔点测试报告(DSC法)、成分分析报告(ICP-MS法)、力学性能测试报告和尺寸检测报告。部分宇航型号还要求对焊料批次进行采购方的入厂复验,确保所用焊料符合设计规定的技术要求。宇航器件制造商通常会建立认证供应商名录,要求焊料供应商通过AS9100、ISO9001和相关**质量体系认证,并对批次质量记录保存不少于15年,以支持器件全寿命周期的质量追溯需求。金锡焊料导电导热性能优,适配电子器件封装。金锡焊料中国 CAMDI 标准应用方案
光纤通信系统中的有源光器件,包括半导体激光器(DFB、VCSEL)、光放大器(SOA)、光探测器(APD、PD)和电吸收调制激光器(EML),对封装的精度和稳定性要求极高。在这些器件的封装中,金锡焊料作为**芯片贴装材料,发挥着不可替代的作用。光纤通信波段(1310nm和1550nm)激光芯片对工作温度极其敏感,温度变化1°C可导致波长漂移约0.1nm,对于密集波分复用(DWDM)系统,这已经接近信道间隔的容忍限度。因此,高速光模块(如400G、800G和未来的1.6T光模块)中的激光芯片贴装要求极低的热阻和优异的温度均匀性,金锡焊料高导热的特性正好满足这一要求。在光纤器件封装工艺中,金锡焊料还具有一个特殊优势:与铟焊料相比,金锡焊料的蠕变率更低,在长期服役过程中焊点形变量更小,有利于保持光纤对准精度和芯片位置稳定性,从而确保光器件长期工作的波长和功率稳定性。对于需要长达25年使用寿命的光传输网络设备,金锡焊料的这种长期稳定性优势具有重要的工程价值,是光器件封装工程师选用金锡焊料的重要依据之一。金锡焊料合金定制金锡焊料适配精密电子器件小批量封装生产。
半导体激光器(LD)和激光器阵列对封装材料的要求极为苛刻,因为激光器件对温度高度敏感,工作时芯片节温的微小变化都会***影响其波长、功率和寿命。金锡焊料凭借其高导热性(约57W/m·K)和低热阻的芯片贴装特性,成为半导体激光器封装的优先材料。在激光器封装工艺中,激光芯片通常通过金锡焊料贴装在铜钨(CuW)或铜钼(CuMo)散热基座上,再将基座固定在铜热沉或铝热沉上。金锡焊料良好的导热性能确保激光芯片产生的热量能够迅速传导至散热路径,将芯片节温维持在允许范围内。对于高功率激光器(输出功率大于1W),焊料层的热阻是制约封装热性能的关键因素,金锡焊料薄而均匀的焊点正好满足低热阻芯片贴装的要求。此外,金锡焊料在激光器封装中还有另一个重要优势:其焊接界面具有较高的机械稳定性,能够承受激光器在频繁开关过程中产生的热应力循环而不出现焊点劣化。这对于寿命要求以万小时甚至十万小时计的工业和***激光器而言至关重要。正是凭借高导热、**度和高可靠性的综合优势,金锡焊料在半导体激光器封装领域牢固地占据着**材料地位。
热管理是现代电子封装面临的**挑战之一,焊料的导热性能直接影响器件的散热效率和工作稳定性。金锡共晶焊料(Au80Sn20)的热导率约为57W/(m·K),这一数值在常用焊料中处于较高水平,远高于常见无铅焊料(如SAC305,热导率约57W/(m·K),与金锡相当)和大多数导热胶(通常低于10W/(m·K))。良好的导热性能使金锡焊料在大功率器件封装中发挥重要作用。功率放大器(PA)、激光器件(LD)、高亮度LED等器件在工作时会产生大量热量,若热量不能及时从芯片传导至散热基板,器件结温将迅速升高,导致性能下降甚至损坏。采用金锡焊料作为芯片贴装材料,能够在芯片与基板之间建立低热阻的导热通路,有效降低芯片结温,提升器件的功率密度和长期可靠性。此外,金锡焊料的导热性能在高温环境下保持稳定,不像部分有机导热材料会因高温老化而导热性能退化。这一特性对于需要长期在高温或宽温度范围内工作的***电子设备尤为重要。在功率器件封装设计中,合理利用金锡焊料的高导热优势,是提升系统热管理水平、确保器件可靠工作的关键手段之一。金锡焊料适配微电子行业微组装焊接工艺。

在金锡焊料封装工艺中,焊料层厚度是影响焊接质量的关键工艺变量之一。合理的焊料厚度设计需要在多个相互制约的因素之间寻求平衡。焊料层过薄的问题:当焊料厚度小于某一临界值(通常为25μm)时,焊料量不足以填充封接界面上的所有微观凹坑和不平整区域,容易形成大面积空洞,导致导热路径不连续、力学强度下降和气密性不足;过薄的焊料层在冷却凝固时也更容易产生残余应力集中。焊料层过厚的问题:焊料层过厚(通常超过200μm)会增加焊点的顺应性,一定程度上有利于吸收热错配应变;但同时也会降低整体封装结构的尺寸精度,并可能在焊料层中产生孔洞或气泡聚集。此外,焊料用量增加也直接增加了贵金属材料的成本,不利于生产经济性。从工程实践经验来看,金锡焊料层的比较好厚度范围通常为50μm~150μm,具体值需根据封装结构的几何特征(如芯片面积、封接台阶高度)和热-力仿真结果来确定。工艺控制方面,通过精确的预成型片厚度控制和夹具设计,可以将**终焊缝厚度控制在设计目标值的±15%范围内,确保焊接质量的一致性。金锡焊料可应用于医疗电子设备封装环节。金锡焊料中国 CAMDI 标准应用方案
公司 5 名材料专业人士,主导金锡焊料研发设计。金锡焊料中国 CAMDI 标准应用方案
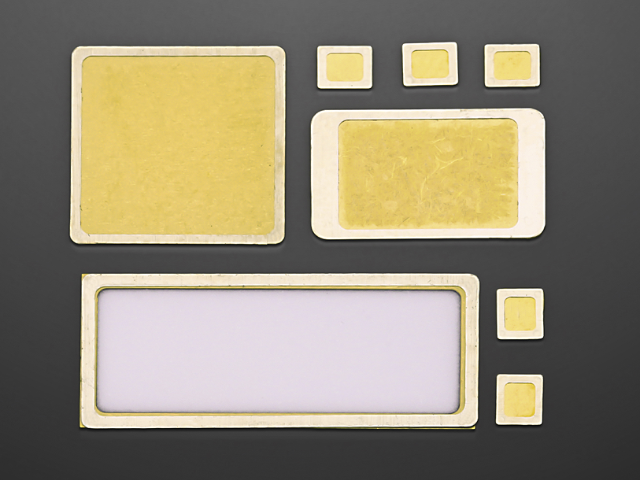
金锡焊料预成型片(Preform)是将Au80Sn20共晶合金通过精密轧制和冲压工艺制成的几何形状规整的焊料片,是气密封装和芯片贴装工艺中**常用的焊料形式。与焊膏相比,预成型片具有成分均匀、无助焊剂污染、重量精确可控等优点,特别适合对焊料量有精确要求的精密封装工艺。常见的金锡预成型片形状包括正方形、长方形、圆形和环形(用于盖板封接),尺寸范围从0.5mm×0.5mm的小型芯片贴装片到50mm×50mm以上的大面积焊料片。厚度通常在25μm至250μm之间,根据封装设计要求选择。对于气密盖板封接,常用环形(Frame)预成型片,其内外径尺寸与封装外壳腔口尺寸精确匹配,以确保焊料均匀分布在封接界面上。预成型片的尺寸精度对焊接质量至关重要。通常要求长度、宽度尺寸公差在±0.05mm以内,厚度公差在±5μm以内,以确保焊料量的一致性和焊点质量的重复性。预成型片的表面粗糙度也需要控制,过于粗糙的表面不利于焊料均匀铺展,而适度光滑的表面有助于在回流过程中形成均匀、无空洞的焊点。在选用预成型片时,除尺寸规格外,还需关注其表面是否有氧化变色,及时排查不合格产品,确保焊接工艺的顺利进行。金锡焊料中国 CAMDI 标准应用方案
汕尾市栢科金属表面处理有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的电子元器件中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同汕尾市栢科金属表面处供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!