商机详情 -
吉林孔距加工珩磨机设备价钱
操作和维护现代珩磨机,尤其是数控珩磨机,对技术员提出了复合型技能要求。基础知识层面:需掌握机械制图、公差配合、金属材料与热处理、切削原理等。专业技能层面:必须精通珩磨工艺原理,能根据工件图纸和材料合理选择油石型号、设定工艺参数;熟悉机床结构,能进行日常点检、维护和一般故障诊断排除;掌握常用量具(内径千分表、气动量仪)和在线测量系统的使用与校准;具备分析常见加工缺陷(如喇叭口、粗糙度差)并提出解决方案的能力。软技能与新技术:随着自动化集成度提高,技术员还需具备基本的机器人协作、数控程序阅读理解与修改、以及人机界面操作能力;对智能制造概念和数据分析有初步了解也日益重要。系统的培训体系通常包括:制造商提供的机床操作与编程培训;企业内部基于岗位能力的阶梯式培训(从学徒到高级技师);工艺知识的专题培训(如新油石技术、新材料的珩磨方案);以及安全与质量体系培训。建立技能认证和持续教育机制,是保持团队竞争力的关键。
珩磨头是关键工具,其涨缩可通过液压定压或伺服电机定量等方式实现进给。吉林孔距加工珩磨机设备价钱
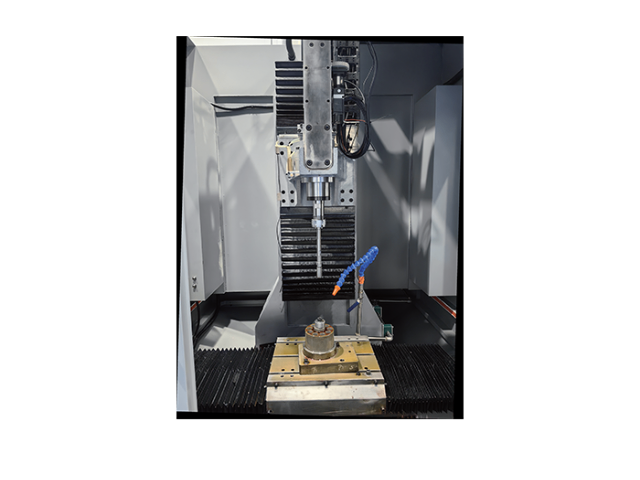
立式珩磨机是珩磨机中最常见的类型之一,其关键特点是主轴呈垂直布置,工件固定在工作台面上,珩磨头由上方伸入工件内孔进行加工,广泛应用于中小型工件的内孔精加工。立式珩磨机的结构设计紧凑,占地面积小,操作便捷,尤其适合加工深度相对较浅的内孔,如汽车发动机缸套、液压阀孔、齿轮箱轴承孔等。在加工过程中,立式珩磨机通过液压或伺服系统控制珩磨头的径向扩张和往复运动,运动精度高,能够有效保证内孔的圆柱度和直线度。同时,设备配备完善的冷却润滑系统,在加工过程中持续喷射冷却润滑液,既能降低切削温度,减少工件热变形,又能及时带走切削碎屑,避免划伤工件表面。对于批量生产场景,立式珩磨机可配备自动上下料装置,实现加工过程的自动化,大幅提升生产效率,降低人工成本。此外,立式珩磨机的适应性较强,通过更换不同规格的珩磨头和油石,可加工不同直径和长度的内孔,满足多样化的加工需求。河南阀套珩磨机服务电话设备主要分为立式和卧式两种,其中卧式结构的工作行程较长,适用于深孔加工。
随着工业4.0和智能制造的推进,珩磨机的自动化与集成化水平已成为衡量其先进性的关键标志。单机自动化方面,现代珩磨机普遍配备自动上下料机械手或集成桁架机器人、工件自动识别与定位系统、以及珩磨头的自动更换装置(用于不同孔径或油石)。在加工过程中,通过集成在珩磨头内部的在线气动或电感测微仪,实时监测孔径尺寸,并将数据反馈给控制系统,实现闭环尺寸控制,自动补偿油石磨损,确保批量生产的一致性。更进一步,珩磨机作为柔性制造单元(FMC)或柔性制造系统(FMS)的一部分,通过工业以太网(如PROFINET、EtherCAT)与上游的仓储系统(AGV)、前道工序机床(如深孔钻、镗床)以及下游的清洗机、检测设备互联互通。MES系统可下发加工指令、监控设备状态、收集生产数据(如单件加工时间、尺寸公差、油石消耗)并进行大数据分析,用于预测性维护、工艺优化和全生命周期管理。这种深度集成不仅实现了“黑灯工厂”式的无人化生产,更通过数据驱动持续提升加工质量与生产效率。
在现代柔性制造系统中,减少换产停机时间至关重要。珩磨头的快速、精确更换是实现这一目标的关键环节。智能快换系统通常由两部分组成:安装在机床主轴端的夹持器,和与珩磨头集成的连接柄。高精度液压夹持器或力压夹持器应用范围广,它们能提供极大且均匀的夹紧力,确保珩磨头在高速旋转和往复冲击下的连接刚性,同时具有自动定心功能,重复定位精度可达2微米以内。更先进的系统集成了RFID芯片或数据触点。当珩磨头被装入时,夹持器能自动读取芯片中存储的该珩磨头信息,如ID号、油石规格、校准参数、已使用寿命等,并自动传递给数控系统。系统随即调用对应的加工程序和工艺参数,实现“即插即用”。此外,快换系统还与自动换刀库(ATC)或外部机器人集成,实现珩磨头的全自动更换。这对于需要在一台机床上加工多种不同孔径工件的生产线来说,效率提升明显。同时,智能夹持系统还能监测夹紧力状态,出现异常(如未夹紧或过载)时立即报警,保障安全。这种模块化、智能化的设计,是珩磨机融入智能制造生态系统的重要接口。现代高级珩磨机多为数控机型,集成了自动测量与自适应控制等智能化功能。

珩磨加工中常见的缺陷及其成因复杂,系统的分析是保证质量的前提。尺寸超差可能源于机床温度变形、在线测量系统误差或油石压力设定不当。几何形状误差如喇叭口(孔端尺寸大)或鼓形孔,通常是由于珩磨头在行程两端的油石悬伸量过大、导向条件变化或往复换向冲击造成;腰鼓形孔则可能因孔中间区域加工时间过长、热量集中所致。表面质量问题包括粗糙度不达标、出现拉毛、划伤等,可能与油石粒度选择不当、珩磨液清洁度差(含有粗大磨粒)、或者切削参数不合理(如速度过高导致油石堵塞)有关。此外,网纹缺陷如网纹不均匀、交叉角紊乱,多由主轴旋转与往复运动不同步、机床导轨磨损或液压系统爬行引起。质量控制需贯穿全过程:加工前,严格检验毛坯的预加工质量与硬度均匀性;加工中,利用在线监测系统实时预警;加工后,除了常规的通止规检测,还需使用气动量仪、圆柱度仪、表面粗糙度仪以及微观形貌分析设备(如白光干涉仪)对关键特性进行抽检或全检。建立基于统计过程控制(SPC)的质量管理体系,能有效识别过程异常趋势,实现预防性质量控制。数控珩磨,精度保障,宁波伊弗迅设备是明智投资,点击了解优惠详情。辽宁长径比内孔珩磨机联系方式
宁波伊弗迅复合珩磨机集成珩磨磨削工序,减少装夹提升效率,大型工件加工选择,欢迎了解。吉林孔距加工珩磨机设备价钱
构建系统化、结构化的珩磨工艺数据库,是企业实现工艺知识沉淀、标准化和快速工艺规划的关键工具。一个完整的工艺数据库应包含以下层次:基础数据层:涵盖各种工件材料(钢、铸铁、铝合金、粉末冶金、硬质合金等)的物理机械性能及其对珩磨的典型响应;各种油石(磨料、粒度、硬度、结合剂)的性能参数与应用范围;各种珩磨液的特性和适用场景。机床数据层:记录不同型号珩磨机的性能参数、刚性和精度特性。工艺案例层(关键部分):以结构化的表单记录历史上成功加工过的零件案例,关键字段包括:零件图号、材料、硬度、预加工状态、目标孔径与公差、粗糙度要求、所用机床、珩磨头规格、油石详细信息、完整的工艺参数表(粗精珩余量、转速、往复速、压力、交叉角、时间等)、冷却液信息、以及达成的质量结果和关键注意事项。数据库的构建需要工艺工程师、操作技师和质量人员的共同参与和维护。应用时,对于新零件,系统可根据其材料、孔径、精度要求进行相似性检索,推荐接近的成功案例作为起点,大幅减少试切次数。数据库还与CAD/CAM/PLM系统集成,实现从设计到制造的数据贯通。吉林孔距加工珩磨机设备价钱
宁波伊弗迅机械有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在浙江省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来宁波伊弗迅机械供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!