商机详情 -
吉林叠片软包电池测试工装工艺流程
在导电连接可靠性方面,软包电池测试工装不断迭代优化,以解决软包电池极耳薄、易变形、接触不良等行业痛点。针对软包电池极耳多为铝、铜材质且厚度较薄(0.1-0.3mm)的特点,工装探针采用尖针与面针结合的设计,尖针用于穿透极耳表面氧化层保证接触,面针增大接触面积降低电流密度,避免极耳发热烧蚀。同时,部分工装集成了极耳定位校正功能,通过视觉识别系统准确定位极耳位置,自动调整探针位置,即使极耳存在轻微偏移也能实现可靠连接,有效降低因极耳接触不良导致的测试失败率与电池损耗。精密软包电池测试工装,细微参数可测,挖掘电池潜在问题。吉林叠片软包电池测试工装工艺流程
为了模拟电动汽车或储能系统的真实运行工况,测试工装需要能够复现动态变化剧烈的电流、电压曲线(如DST、FUDS、实际行车工况)。这要求工装的电气连接具有极低的电感和快速的响应能力,以减少电流波形失真。同时,电池在高倍率充放电(尤其是快充)时产热严重,工装的热管理系统必须能及时将热量移除以保持电池温度在窗口内,防止过热析锂。因此,快充测试工装往往集成的液冷系统,冷却板与电池表面紧密贴合,并配有精细的温度反馈控制。工装的接触电阻也必须极小,以减少焦耳热。这类测试是验证电池管理系统(BMS)策略和热管理设计有效性的关键环节。吉林叠片软包电池测试工装工艺流程专业团队打造软包电池测试工装,品质有保障更放心。
软包电池测试工装的设计需充分考虑电池的物理特性与测试需求。由于软包电池外形轻薄、极耳位置固定,工装必须具备良好的适配性和可调性。例如,针对不同尺寸规格的电池,工装应支持快速更换定位模块,以实现多型号兼容。此外,为防止电池在夹持过程中受到挤压或划伤,工装表面通常采用防静电、防刮擦材料处理,确保电池外观完好无损。良好的 ergonomics 设计也能提升操作人员的使用体验,减少疲劳感。随着新能源汽车和储能市场的快速发展,软包电池的应用范围不断扩大,对测试工装的需求也日益增长。现代测试工装不*要求具备基本的电连接功能,还需支持自动化生产线集成。例如,在自动分选系统中,测试工装需与机械臂、传送带等设备协同工作,实现电池的快速上下料与测试。为此,工装设计需兼顾结构强度与轻量化,确保在高速运动中保持稳定性和重复定位精度。
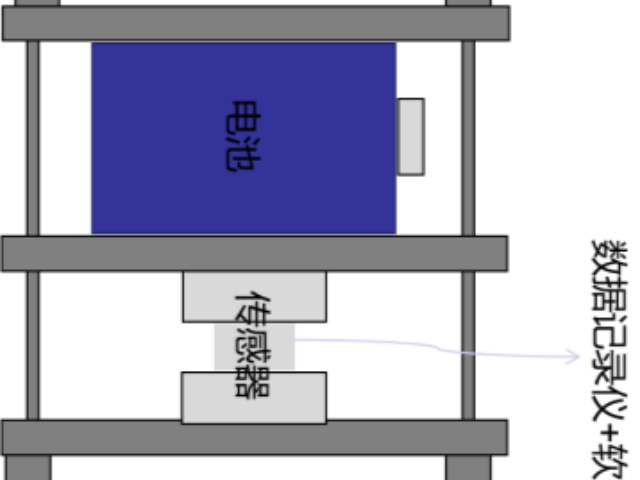
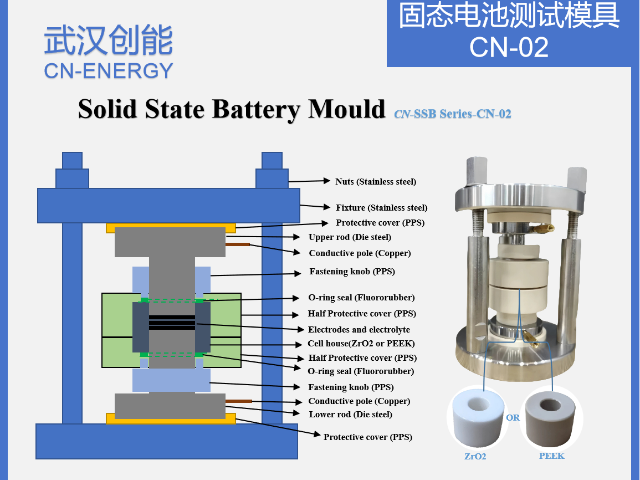
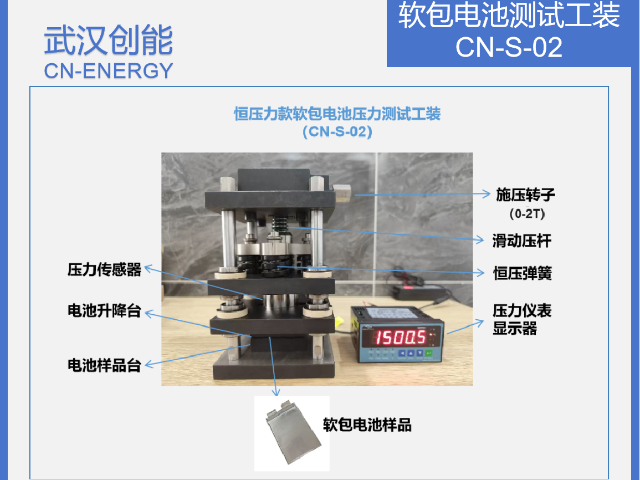
软包电池测试工装的主要结构通常包含定位模块、压紧模块、导电连接模块及防护模块四大主要部分,各模块协同工作实现一体化测试。定位模块多采用高精度导轨与限位块设计,可根据不同尺寸的软包电池(从扣式软包到动力软包)进行快速调节,确保电池放置位置的一致性,误差控制在±0.1mm以内,为后续测试的重复性提供基础。压紧模块采用柔性缓冲结构,搭配硅胶或聚氨酯材质的压头,既能保证电池与导电探针的紧密接触,又能通过压力传感器实时监测压力值,避免压力过大导致电池漏液、鼓包。导电连接模块则选用高导电率的铜合金或银合金探针,表面经镀金处理以降低接触电阻,减少测试过程中的能量损耗与发热现象。灵活布局软包电池测试工装,适应不同测试空间。
软包电池测试工装的兼容性设计是其**竞争力之一,尤其适用于多规格、小批量定制化电池生产场景。传统工装多为固定尺寸设计,更换电池型号时需整体更换工装,耗时费力且增加生产成本。新一代测试工装采用模块化、可调节设计,通过更换定位块、调整压紧行程、切换探针模组等方式,可快速适配不同厚度(0.5-20mm)、不同长宽尺寸的软包电池,切换时间控制在5分钟以内。部分工装还支持自动识别电池型号,通过内置传感器检测电池尺寸后自动调节各模块参数,实现无人化快速切换,大幅提升生产线的柔性生产能力。灵活定制软包电池测试工装,根据需求打造专属测试方案。吉林叠片软包电池测试工装工艺流程
便捷软包电池测试工装,快速测量参数,高效推进电池研发。吉林叠片软包电池测试工装工艺流程
为确保测试数据的准确性和可比性,测试工装需要建立严格的校准与维护制度。电气回路需定期使用标准电阻和电压源校准接触电阻和电压测量精度;力传感器和位移传感器需按国家标准进行溯源校准;温度传感器需在恒温槽中进行多点校准。日常维护包括清洁接触探针、检查绝缘性能、润滑运动部件、验证安全功能等。此外,工装的设计与使用也应尽可能遵循国内外相关测试标准(如GB/T, IEC, UL, SAE等)中对测试装置的要求,例如挤压测试的挤压头速度、针刺测试的钢针规格等,以确保测试结果的性和可被行业认可。吉林叠片软包电池测试工装工艺流程