商机详情 -
昆明高压力软包电池测试工装公司推荐
软包电池测试工装的能耗优化的重要性日益凸显,尤其在大规模量产场景中,低能耗设计可降低生产成本。厂家通过优化电路设计,采用高效节能的电源模块与驱动部件,降低设备待机与工作状态下的能耗。同时,部分工装具备智能休眠功能,当设备闲置超过设定时间后,自动进入休眠状态,关闭非部件电源,进一步节约能耗。此外,通过优化散热设计,减少因设备发热导致的能量损耗,提升能源利用效率,实现绿色生产。随着软包电池向高电压、大容量、薄型化方向发展,测试工装也在不断迭代升级,以适配新型电池的测试需求。针对高电压软包电池(如4.45V及以上),工装采用耐高压材质与绝缘设计,规避高压击穿风险,同时优化导电连接模块,确保高压场景下的接触稳定性。针对薄型软包电池(厚度≤1mm),工装采用超柔性压紧结构,搭配高精度压力传感器,精细控制压紧力,避免电池变形或破损。针对大容量动力软包电池,工装强化散热设计,配备高效散热模块,避免大电流测试过程中设备与电池发热过度。稳定输出软包电池测试工装,保障测试数据稳定可靠。昆明高压力软包电池测试工装公司推荐
机械测试集成 (如需要):挤压测试: 工装需要集成到万能试验机上,设计挤压头(平头、半球形、圆柱形等)、电池支撑台,并确保力传感器和位移传感器的准确安装。针刺测试: 需要精密导向装置固定钢针,确保垂直刺入,并可能集成高速摄像机记录。冲击/振动测试: 工装需牢固固定在振动台/冲击台上,自身刚性好,避免共振,并保护好连接线缆。安全防护:泄压/排气通道: 如果测试有热失控风险,工装(尤其是封闭式)需设计安全泄压口或排气管道,将高温气体和喷出物导向安全区域(如排风管道、防爆箱)。过流保护: 外部测试设备(充放电机)应有快速关断能力,工装内部布线也应能承受短时大电流。短路检测: 可设计电路检测夹具内部是否意外短路。物理防护: 使用透明材料(如PC, PMMA)制作观察窗或防护罩。天津恒位移软包电池测试工装要求专业品质软包电池测试工装,赢得客户信赖认可。
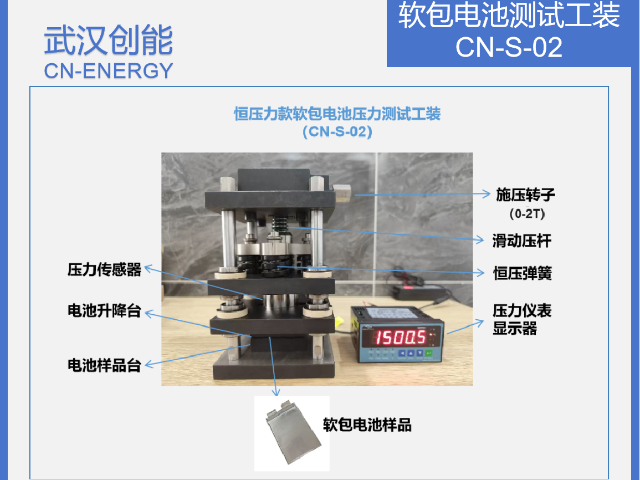
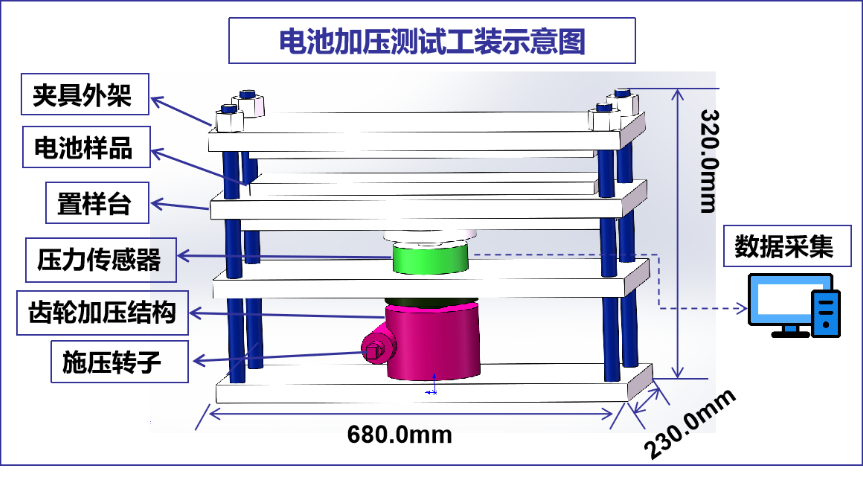
软包电池测试工装是软包锂离子电池研发、生产及质检环节的重要辅助设备,主要用于实现对软包电池的准确定位、可靠连接与标准化测试,为电池性能评估提供稳定的测试环境。相较于硬壳电池,软包电池具有封装柔性强、外形可定制、能量密度高但结构相对脆弱的特点,这就要求测试工装既要保证接触良好以获取准确数据,又要避免对电池壳体造成挤压、穿刺等损伤。该类工装广泛应用于消费电子、新能源汽车、储能等领域的软包电池生产线、研发实验室及第三方检测机构,是保障电池安全性、一致性与可靠性的关键工具,其设计合理性直接影响测试结果的准确性与生产效率。
设计一套高效可靠的软包电池测试工装,必须满足一系列严苛的要求。首先是界面兼容性与精度,电接触探针或弹片必须与电池极耳(Tab)的材料、厚度和表面状态完美匹配,确保毫欧级甚至更低的接触电阻,且长期测试中电阻稳定,避免发热影响结果。其次是均一且可调控的压力管理,工装需在整个电池活性区域施加均匀可控的静态或动态压力,以模拟真实模组中的约束条件,压力范围通常为几kPa至数MPa,精度要求高。第三是热管理的一致性,工装的热界面需确保电池表面温度分布均匀,并能快速响应温控系统的变化。此外,安全性设计至关重要,必须具备防短路、防反接、过载保护、泄压通道以及有害气体探测与处理能力。,模块化与可扩展性也是现代工装的重要考量,以便快速适配不同尺寸、容量和极耳位置的电池型号。耐用材质软包电池测试工装,应对恶劣测试条件。

武汉创能新能源科技有限公司始终将产品质量视为企业的生命线。在软包电池测试工装的生产过程中,我们建立了严格的质量管理体系,从原材料采购到产品出厂,每一个环节都经过了严格的检测和控制。我们采用了国际先进的生产设备和检测仪器,确保每一台出厂的软包电池测试工装都符合高标准的质量要求。与一些同类产品可能存在质量不稳定的情况不同,我们的产品以良好的品质赢得了广大客户的信赖和好评。众多客户的成功应用案例,充分证明了我们的软包电池测试工装在实际使用中的可靠性和稳定性,为企业的长期发展奠定了坚实的基础。创能新能源可靠软包电池测试工装,坚固耐用材质,延长设备使用年限。成都实验室软包电池测试工装工艺流程
灵活布局软包电池测试工装,适应不同测试空间。昆明高压力软包电池测试工装公司推荐
软包电池极耳间距公差常达±0.3 mm,传统固定式接触片易出现虚接。新一代工装引入“浮动岛”结构:接触片安装在微型交叉滚子导轨上,可XY方向自由浮动±1 mm,并被恒力弹簧拉回到中心零位。当机械手放入电池时,极耳自动导正接触片位置,实现自对中;浮动系统阻尼可调,避免振动导致微放电。该结构使接触电阻波动由±0.8 mΩ降至±0.2 mΩ,电压测试CV值提升30%,为后段分级算法提供更可靠数据。随着CTP(Cell to Pack)技术普及,软包电池在模组阶段已取消传统模块边框,测试工装需直接夹持裸电芯边缘,对机械稳定性提出更高要求。工程师采用“真空吸附+侧向夹紧”复合方案:定位板表面布置阵列微孔,负压0.05 MPa均匀吸附电池大面,防止鼓包;四边凸台嵌入可调楔块,对铝塑膜封边区施加0.3 MPa柔性压力,既固定电池又避免封印开裂。该设计使工装在2C充放振动测试中仍保持极耳位移<10 µm。