商机详情 -
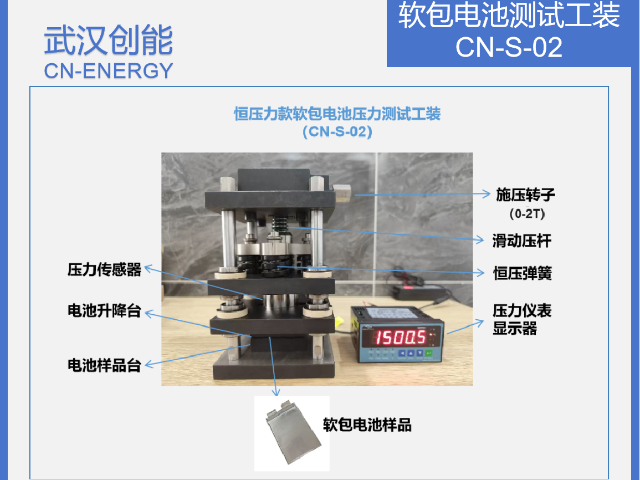
东莞恒压软包电池测试工装
在软包电池测试工装的发展道路上,武汉创能新能源科技有限公司始终坚持以技术创新为驱动力。我们拥有一支由行业工程师组成的研发团队,不断投入资源进行新技术的研发和应用。未来,我们将继续深化人工智能、大数据、物联网等先进技术在软包电池测试工装中的应用,实现测试过程的智能化和自动化。同时,我们还将加强与高校、科研机构的合作,共同开展前沿技术研究,推动软包电池测试工装行业的技术进步。我们相信,通过持续的创新和努力,我们的软包电池测试工装将在市场上占据更加重要的地位,为新能源产业的发展做出更大的贡献。创新软包电池测试工装,独特设计,优化测试操作流程。东莞恒压软包电池测试工装
电气连接子系统是工装的“神经”,负责精细传输测试设备(如充放电仪)的电流、电压信号,并采集电池本体的响应。它远不止是简单的导线,而是包含低阻抗主回路、多通道电压与温度传感线、以及可能的交流阻抗(EIS)测量线路。主回路连接件需承受数十至数百安培的持续电流,必须具有足够的截面积和冷却设计。电压采样点(Kelvin连接)通常采用四线制,在尽可能靠近电池极耳根部的位置进行测量,以排除接触电阻和线路压降的影响。温度传感器(如热电偶、热敏电阻)的布点策略也至关重要,需监控极耳、电池中心、边角等关键位置。所有线缆需做好屏蔽,防止电磁干扰,并具备清晰的标识和可维护的插拔接口。山西固态软包电池测试工装价格灵活多变软包电池测试工装,适应复杂测试场景需求。
软包电池极耳间距公差常达±0.3 mm,传统固定式接触片易出现虚接。新一代工装引入“浮动岛”结构:接触片安装在微型交叉滚子导轨上,可XY方向自由浮动±1 mm,并被恒力弹簧拉回到中心零位。当机械手放入电池时,极耳自动导正接触片位置,实现自对中;浮动系统阻尼可调,避免振动导致微放电。该结构使接触电阻波动由±0.8 mΩ降至±0.2 mΩ,电压测试CV值提升30%,为后段分级算法提供更可靠数据。随着CTP(Cell to Pack)技术普及,软包电池在模组阶段已取消传统模块边框,测试工装需直接夹持裸电芯边缘,对机械稳定性提出更高要求。工程师采用“真空吸附+侧向夹紧”复合方案:定位板表面布置阵列微孔,负压0.05 MPa均匀吸附电池大面,防止鼓包;四边凸台嵌入可调楔块,对铝塑膜封边区施加0.3 MPa柔性压力,既固定电池又避免封印开裂。该设计使工装在2C充放振动测试中仍保持极耳位移<10 µm。
现代测试工装是“机电软”一体化的产物,其软件控制系统是大脑。控制软件不*驱动充放电设备、温控箱、压力伺服机构,还实时采集来自工装内部传感器(电压、温度、压力、位移、气体)的所有数据。软件需具备灵活可编程的测试序列编辑功能,允许工程师自定义复杂的多步骤测试流程。数据管理模块需安全存储海量时间序列数据,并提供可视化工具和初步分析功能。高级系统还集成数字孪生模型,能根据测试数据实时更新电池模型参数。软件与工装硬件的深度集成,实现了测试过程的自动化、精确化和可追溯化,是提升研发效率的关键。智能互联软包电池测试工装,数据实时传输,实现远程监控。
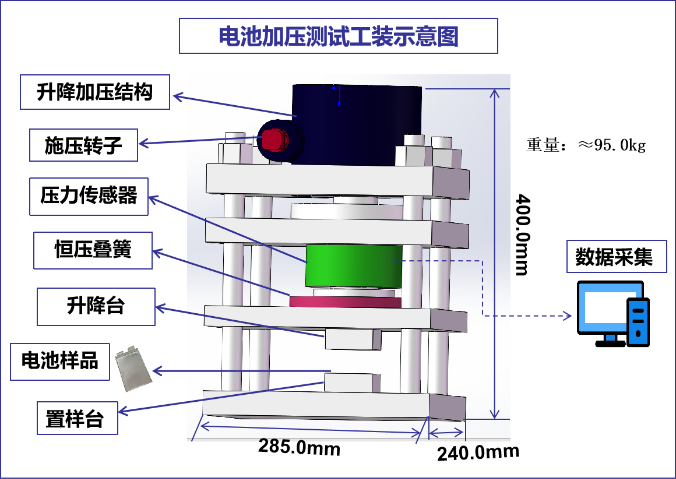
软包电池在循环和老化过程中会发生体积膨胀,监测其厚度变化和由此产生的膨胀力对电池模组设计、寿命预测和状态估计有重要价值。工装集成高精度位移传感器(如LVDT激光测微计)和力传感器。电池被置于平行板夹具中,在施加固定夹紧力(或约束行程)的条件下,传感器实时测量电池厚度变化和作用于夹具上的平面力。为获得准确数据,工装需具有极高的机械刚度和温度稳定性,以排除系统自身形变。一些先进工装还能在充放电过程中动态调整夹紧力,研究不同压力策略对电池性能的影响。这类测试对理解电池内部SEI增长、锂沉积、产气等过程提供了关键的体外数据。安全防护软包电池测试工装,保障人员与设备安全。东莞恒压软包电池测试工装
耐用可靠软包电池测试工装,是您测试工作的得力助手。东莞恒压软包电池测试工装
量产场景用软包电池测试工装则以高效率、高稳定性、易操作为设计目标,适配生产线的连续作业需求。该类工装多采用自动化集成设计,可与生产线的上料、下料机构无缝对接,实现电池的自动抓取、定位、测试与分拣,单电池测试时间可控制在10秒以内,满足大规模量产的效率要求。同时,工装具备较强的抗干扰能力,能适应生产线复杂的电磁环境与振动环境,保证测试数据的稳定性与一致性。操作方面,采用简洁的人机交互界面,操作人员经过简单培训即可上手,支持故障自动报警与故障原因提示,降低运维成本。东莞恒压软包电池测试工装