商机详情 -
本地附近金刚石磨盘答疑解惑
在新能源汽车领域,金刚石磨盘正用于电池电极的精密加工。某电池制造商采用定制化磨盘对锂钴氧正极材料进行表面处理,通过控制磨削深度至5μm以内,使电极涂层附着力提升约25%。这种工艺优化间接延长了电池循环寿命,实验室数据显示容量保持率在500次充放电后仍达89%。半导体封装环节的引线框架加工对磨盘提出新要求。某设备厂商开发的微型磨盘,直径才3mm,采用树脂结合剂与金刚石微粉复合结构。配合五轴联动精密磨床,可在0.1mm厚的铜合金片上加工出精度±10μm的引脚槽,满足高密度封装需求。航空航天领域的复合材料加工同样依赖金刚石磨盘的特殊设计。某飞机部件制造商采用CBN与金刚石混合磨料的磨盘,对碳纤维增强树脂基复合材料进行高效磨削。通过优化结合剂配方,使磨削力降低约20%,同时保持切割面无分层缺陷,符合航空材料检测标准。赋耘检测技术(上海)有限公司金刚石磨盘如何使用?本地附近金刚石磨盘答疑解惑

新建的大型商业广场,地面铺设了大面积的花岗岩板材,在铺设完成后,需要对其进行精细打磨和抛光,以呈现出美观且防滑的表面效果。施工团队选用了直径为 300 毫米的树脂结合剂金刚石磨盘,其粒度从粗到细依次进行打磨工序。先用 30 目粒度的磨盘去除石材表面在切割、运输过程中产生的细微划痕以及不平整处,接着更换 100 目、200 目粒度的磨盘逐步细化打磨,然后使用 500 目粒度的磨盘进行抛光处理。经过这样的流程,整个商业广场的花岗岩地面呈现出光亮如镜的效果,不*提升了整体美观度,而且防滑性能也符合安全标准,为商场后续运营营造了良好的环境。耐用金刚石磨盘什么价格金刚石磨盘的日常清洁方法及注意事项?
在脆性材料加工领域,激光辅助磨削技术展现独特优势。某科研团队将波长1064nm的光纤激光器集成至磨床,通过激光预热降低材料硬度。配合金刚石磨盘,可使蓝宝石衬底的磨削力减少40%,同时将亚表面损伤层厚度从20μm降至5μm。这种复合工艺特别适用于MiniLED显示面板的精密加工,某面板厂商应用后成品率提升12%。激光熔覆技术也在革新磨盘制造。某砂轮企业通过激光将纳米金刚石颗粒熔覆于钢基体表面,形成厚度50μm的增强层。测试表明,该磨盘的耐磨性较传统烧结工艺提升50%,在玻璃纤维增强塑料磨削中寿命延长3倍,且加工表面无纤维拉丝现象。
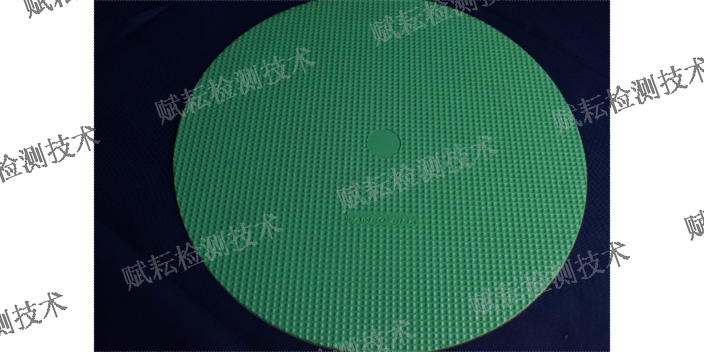
赋耘金刚石磨盘的背面设计也充分考虑了用户的使用需求,提供了多种选择,包括不锈铁盘 (磁吸)、橡胶背磁(磁吸)、PSA 背胶(胶粘)、背绒。不锈铁盘 (磁吸) 和橡胶背磁(磁吸)设计使得磨盘能够方便快捷地安装在具有磁性吸附功能的研磨设备上,安装和拆卸简单方便,能够提高工作效率。PSA 背胶(胶粘)设计则适用于一些需要将磨盘牢固粘贴在特定工作台上的场合,通过强力的胶粘作用,确保磨盘在研磨过程中不会发生位移或脱落。背绒设计则提供了一种柔软的接触表面,能够在一定程度上缓冲磨盘与工件之间的冲击力,保护工件表面不受损伤,同时也能提高磨盘的吸附稳定性,适用于一些对表面质量要求较高的精密研磨场合。赋耘检测技术(上海)有限公司金刚石磨盘可以用在自动磨抛机和手动磨抛机上!
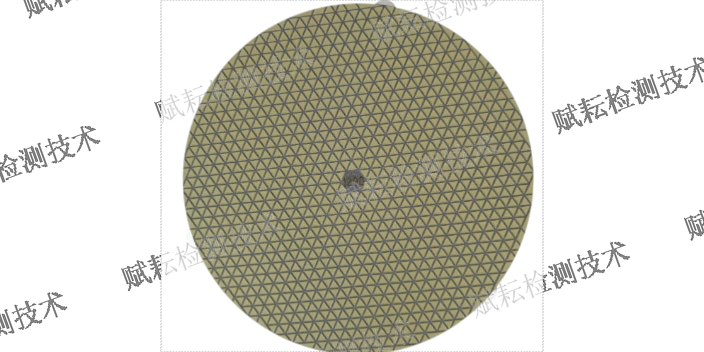
金刚石磨块:这是金刚石磨盘的中心工作部件,直接参与对工件的研磨操作。金刚石磨块是由金刚石颗粒与结合剂经过特殊工艺混合压制而成。金刚石颗粒作为磨块中起磨削作用的关键成分,其粒度大小对研磨效果有着明显影响。粒度较粗的金刚石颗粒,磨削力强,去除材料的速度快,适用于对工件进行粗加工,能够快速去除大量的余量;而粒度较细的金刚石颗粒,则能实现更精细的磨削,加工后的工件表面粗糙度更低,常用于对表面质量要求较高的精加工工序。结合剂的作用是将金刚石颗粒牢固地粘结在一起,并使其能够固定在盘体上,不同类型的结合剂会赋予磨块不同的性能特点。树脂结合剂制成的磨块,具有自锐性好、磨削效率高、加工表面质量好的优点,常用于对精度和表面光洁度要求较高的精密研磨;赋耘金刚石磨盘有背胶背磁选择!本地附近金刚石磨盘答疑解惑
赋耘检测技术(上海)有限公司金刚石磨盘240#,600# ,1200# 作为三道磨抛效果很好.本地附近金刚石磨盘答疑解惑
第三代半导体材料氮化镓(GaN)的加工难题被逐步攻克。某半导体设备公司开发的激光辅助金刚石磨盘,通过532nm绿光激光局部软化材料,使GaN晶圆的磨削力降低60%,同时避免了传统磨削导致的位错缺陷。实测数据显示,加工后的GaN晶圆表面粗糙度Ra值达0.05μm,适用于高电子迁移率晶体管(HEMT)的制备。在先进封装领域,三维集成技术对晶圆减薄提出更高要求。某封装企业采用数控金刚石磨盘,配合化学机械抛光(CMP)工艺,将200mm硅片厚度从775μm减至50μm。通过优化磨削参数,使晶圆翘曲度控制在10μm以内,边缘崩边宽度小于20μm,满足3D堆叠封装需求。本地附近金刚石磨盘答疑解惑