商机详情 -
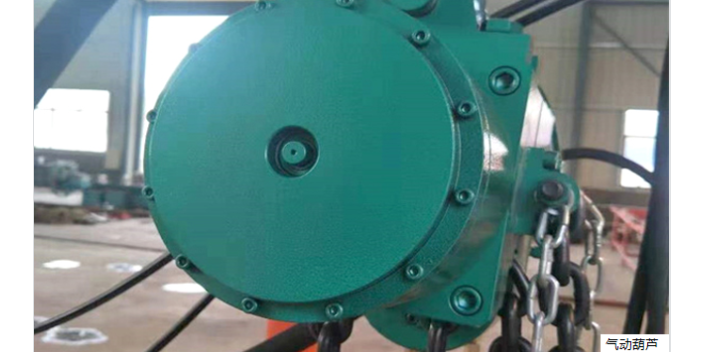
辽宁矿区气动葫芦设计
气动葫芦的日常维护重点在于气源清洁和部件润滑,这是保证设备长期稳定运行的关键。每日作业前,需检查气源管路有无泄漏——可将肥皂水涂抹在接头处,若出现气泡则说明存在泄漏,需紧固接头或更换密封垫。每周需对气动马达进行润滑,通过专门使用注油器向马达内注入气动工具专门使用润滑油,注油量为每小时0.5-1毫升,润滑油能减少马达叶片与缸体的摩擦,延长使用寿命。链条式气动葫芦需定期润滑链条,每月用刷子将润滑油涂抹在链条的销轴和链板接触部位,保证链条运行顺畅;钢丝绳式则需每两周涂抹一次钢丝绳专门使用润滑脂,防止钢丝绳锈蚀和磨损。每月需检查制动装置的性能——将重物吊离地面30厘米后切断气源,观察吊钩是否下滑,若下滑量超过5厘米,需调整制动弹簧张力或更换制动片。维护时需注意,压缩空气必须经过过滤和干燥处理后才能通入设备,避免杂质和水分进入气动系统。齿轮气动葫芦的进气压力稳定保障作业连续性。辽宁矿区气动葫芦设计

齿轮气动葫芦作为气动葫芦的细分类型,其重心优势集中在齿轮传动系统。它在传统气动葫芦基础上,强化了齿轮箱的设计——由气动马达输出动力,通过一级或多级齿轮减速机构将转速转化为扭矩,再驱动链条或钢丝绳提升机构。齿轮箱内的齿轮采用20CrMnTi合金钢材,经过渗碳淬火处理,齿面硬度可达HRC58-62,齿根强度提升30%以上,能承受频繁启停带来的冲击载荷。传动齿轮多采用斜齿设计,相比直齿啮合更平稳,接触面积增加25%,减少齿面磨损的同时降低传动噪声。整个传动系统通过飞溅润滑,齿轮箱内注入专门使用齿轮油,在齿轮转动时形成油膜,确保各啮合部位润滑充分。这种“气动马达+齿轮传动”的组合,既保留了气动葫芦的防爆优势,又通过齿轮系统提升了扭矩输出精度,尤其适合需要稳定承重的起重场景。河北气动葫芦批发厂家强度齿轮与气动系统协同,齿轮气动葫芦吊装效率远超传统设备。

齿轮系统的维护是延长齿轮气动葫芦寿命的重心。日常维护中,每周需检查齿轮箱油位,油位低于油标1/3时及时补充同型号齿轮油;每运行100小时,取样观察油液状态,若出现金属碎屑或乳化现象,需彻底更换油液并检查齿轮磨损。每季度拆解齿轮箱进行检查:测量齿面磨损量,当齿厚磨损超过原厚度10%时必须更换齿轮;检查齿轮轴轴承间隙,径向间隙超过0.15mm时更换轴承。维护时需注意齿轮安装相位——斜齿轮有明确安装标记,错位安装会导致啮合不良,需按标记对位。长期停用(超过1个月)前,需空载运行10分钟,让齿轮油充分覆盖齿面,再密封齿轮箱进气口,防止潮气侵入。通过科学维护,齿轮系统寿命可达1.5万小时以上,比缺乏维护的设备延长50%。
随着工业自动化的发展,齿轮式气动葫芦也在不断融入智能化技术。一些新型号的齿轮式气动葫芦配备了物联网模块,可通过无线网络与企业的智能管理系统连接,实现设备的远程监控和数据分析。管理人员可以实时查看设备的运行状态、工作时长、负载情况等数据,并通过大数据分析预测设备的故障隐患,提前进行维护保养,避免突发故障对生产造成影响。此外,智能化的齿轮式气动葫芦还具备自动诊断功能,当设备出现故障时,系统会自动生成故障代码并发送到管理人员的手机或电脑上,同时提供详细的故障解决方案,帮助维修人员快速定位和解决问题,进一步提高了设备的管理效率和可靠性。齿轮气动葫芦在汽车制造车间用于发动机吊装。
针对低温环境作业需求,齿轮气动葫芦进行了专项适配优化,通过改进密封材料与润滑系统,确保在 - 20℃至 - 5℃的低温工况下依然能稳定运行。设备采用耐低温橡胶密封件,避免了低温环境下密封件硬化、开裂导致的漏气问题;润滑系统选用低温专项使用润滑油,在低温下仍能保持良好的流动性,为传动部件提供充分润滑,减少磨损。无论是北方冬季的户外作业,还是低温仓储环境中的物料转运,该产品都能从容应对,打破了普通起重设备在低温环境下性能衰减的局限,拓展了产品的应用范围,彰显了公司在产品适应性研发上的深厚实力。齿轮气动葫芦通过精密齿轮啮合保证起吊平稳性。齿轮气动葫芦现货
齿轮气动葫芦的维护周期长减少设备停机时间。辽宁矿区气动葫芦设计
齿轮气动葫芦的安装调试需围绕齿轮系统精细性展开。安装前需检查齿轮箱油位,确保油面处于油标中线位置,油液需为N320极压齿轮油,若油液浑浊需更换后再安装。固定机架时,螺栓预紧力需均匀——中型型号采用M12螺栓,预紧扭矩控制在35-40N・m,避免机架变形导致齿轮轴同心度偏差。调试阶段需重点测试齿轮啮合状态:空载运行时观察齿轮箱声音,正常应为均匀的“嗡嗡”声,若出现“咔咔”异响,需检查齿轮啮合间隙,通过调整垫片厚度修正。负载测试时,用额定重量的80%进行升降循环,观察链条运行是否平稳,若出现偏摆可能是齿轮轴平行度超标,需重新校准。调试完成后,需在齿轮箱透气孔加装防尘帽,防止粉尘进入影响齿轮润滑。辽宁矿区气动葫芦设计