商机详情 -
江西环缝焊机操作
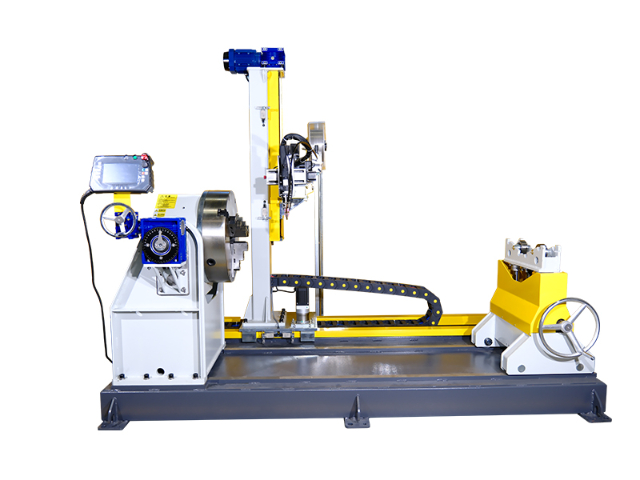
美焊 MWHF 系列环缝焊接专机针对大型环形工件(如 Φ1000mm 以上,重量≥3 吨)的焊接需求,升级了重载型变位机与传动系统,确保设备在重载工况下的稳定性与焊接精度。大型环形工件焊接的重要难点在于工件旋转的平稳性与定位精度,设备的重载变位机采用双伺服电机驱动与大承载回转支撑,可轻松承载大型工件的重量,旋转速度稳定可调(0.1-5rpm),旋转精度≤0.1mm;同时,设备配备加强型机架与导轨,保障焊接执行机构在重载焊接中的平稳移动。在大型锅炉筒体对接焊接中,该系列重载型设备可实现 Φ1500mm-Φ3000mm 筒体的环形焊缝自动化焊接,单条焊缝焊接时间较传统半自动设备缩短 50%,且焊缝熔深均匀,有效避免了大型工件因焊接变形导致的装配问题。适配不锈钢 - 碳钢异种金属焊接,焊缝结合强度≥350MPa。江西环缝焊机操作

在锅炉行业中,美焊 MWHF 系列环缝焊接专机主要应用于锅炉筒体对接、管板与管束连接等环形焊缝焊接作业,成为锅炉制造过程中的关键装备。锅炉作为高温高压运行设备,对环形焊缝的强度、密封性与耐疲劳性要求极高,传统人工焊接难以稳定满足这些要求,而 MWHF 系列设备通过自动化精细控制,确保焊缝熔深均匀、成型光滑,无未熔合、裂纹等缺陷,经无损检测合格率达 99% 以上。在某 300 吨 / 年锅炉生产项目中,该系列设备替代传统人工焊接,将单台锅炉环形焊缝焊接时间从 8 小时缩短至 2.5 小时,同时减少了 3 名熟练焊工的配置,大幅降低了人工成本与生产周期。此外,设备的氩气保护与水冷系统有效避免了锅炉材质焊接后的变形,保障了锅炉的装配精度,为锅炉的安全稳定运行提供了重要保障。浙江环缝环缝焊机批量定制海外售后双语服务,多语言技术文档,支持全球客户使用。
应急停机与安全联锁保护
美焊MWHF系列环缝焊接专机配备完善的应急停机与安全联锁保护系统,360度保障操作人员与设备安全。设备机身与便携式操作盒均设有急停按钮,按下后可立即切断设备电源,停止所有运动与焊接动作;同时具备多重安全联锁逻辑,当工件未夹紧、氩气压力不足、冷却水流量异常等情况发生时,设备无法启动焊接,避免不安全状态下的作业。此外,设备的焊接区域设有防护栏接口,可搭配防护栏使用,防止非操作人员误入焊接区域;焊枪配备防碰撞传感器,碰撞力超过设定阈值时自动停机,保护焊枪与工件不受损坏。这种安全防护设计与美焊堆焊设备的多重安全保障体系一致,均以“安全第一”为设计原则,为工业生产提供可靠的安全屏障。
设备的标准化与模块化生产保障
美焊MWHF系列环缝焊接专机采用标准化与模块化生产模式,重要部件(如焊接电源、送丝机构、传动系统)实现标准化设计与批量生产,确保不同设备之间的部件互换性与性能一致性;同时通过模块化组装,缩短生产周期,保障设备交付时效。设备的关键部件均经过严格的质量检测与老化测试,确保出厂合格率达100%;标准化的生产流程使设备的安装调试时间缩短至2-3天,快速满足客户的生产需求。在某批量采购项目中,客户一次性采购10台MWHF系列设备,所有设备的焊接精度与运行性能保持一致,部件互换无障碍,便于客户进行统一维护与管理,体现了美焊科技标准化生产的质量保障能力。 防冻冷却液适配低温环境,避免管路结冰,保障冬季作业。

高海拔环境焊接的特殊适配
美焊MWHF系列环缝焊接专机针对高海拔环境(海拔≤3000m)的焊接需求,进行了特殊适配优化,确保在低气压、低氧环境下的焊接质量与设备稳定性。高海拔环境下气压降低,氩气保护效果易受影响,设备通过增大氩气流量补偿(比平原环境增加20%-30%)、优化焊枪保护罩结构,增强焊接区域的气体密封性,避免焊缝氧化;焊接电源采用高原型逆变模块,调整输出特性,补偿低气压下电弧稳定性的下降。在某高原地区的压力容器维修项目中,该系列设备在海拔2500m的环境下成功完成环形焊缝焊接,焊缝经无损检测合格率达98%,与平原地区焊接质量基本一致。这种高海拔适配能力,拓展了设备的应用场景,为高原地区的工业生产与设备维修提供了可靠保障。 设备运行噪音≤75dB,营造安静车间环境,提升操作舒适度。北京全位置环缝焊机品牌排行
多品种快速切换,换型时间≤5 分钟,适配小批量生产。江西环缝焊机操作
与美焊机器人焊接系统的协同作业
美焊MWHF系列环缝焊接专机可与美焊八轴氩弧焊机器人形成协同作业模式,分工处理不同类型的焊缝,提升整体生产效率。MWHF系列专机专注于规则环形焊缝的高效批量焊接,而氩弧焊机器人则负责工件上的不规则焊缝、角焊缝等复杂焊缝焊接,二者通过生产线布局规划,实现工件的流水化作业。在某压力容器制造生产线中,MWHF系列专机完成筒体对接环缝焊接后,工件通过输送线转运至机器人工作站,由氩弧焊机器人完成接管与筒体的角焊缝焊接,整个生产流程无缝衔接,单台压力容器生产时间较传统方式缩短40%。这种协同作业模式充分发挥了专机的高效性与机器人的灵活性,为复杂工件的焊接提供了更优解决方案。 江西环缝焊机操作