商机详情 -
江苏热丝堆焊环缝焊机
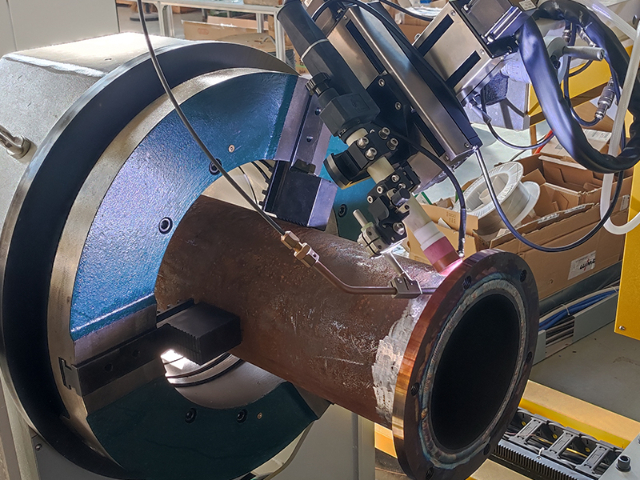
焊接过程中的弧长自动跟踪功能
美焊MWHF系列环缝焊接专机可选配弧长自动跟踪功能,通过弧压传感与实时反馈调节,自动补偿工件圆度误差、装配偏差导致的弧长波动,确保焊接过程中弧长始终保持稳定,提升焊缝质量一致性。该功能通过检测焊接电弧的电压变化,判断弧长偏差,进而自动调整焊枪高度或工件旋转速度,使钨极与工件表面距离保持恒定,避免因弧长过长导致的未熔合或过短造成的粘钨缺陷。在筒体对接焊接中,当工件圆度误差≤1mm时,弧长自动跟踪功能可实时补偿偏差,焊缝熔深波动控制在±0.1mm以内,较无跟踪功能时的偏差降低60%。这种精细的弧长控制与美焊堆焊设备的弧长自动控制技术异曲同工,均通过实时反馈与动态调整,保障焊接过程的稳定性与焊缝质量。 高压环形焊缝焊接强度达标,水压试验无泄漏,满足≥10MPa 压力需求。江苏热丝堆焊环缝焊机

美焊 MWHF 系列环缝焊接专机在批量生产中展现出智能化焊接能力,通过自动化智能控制与标准化焊接流程,确保每一件产品的环形焊缝质量保持一致。设备的重复定位精度高达 ±0.05mm,焊接参数(电流、电压、填丝速度等)的控制精度在 ±1% 以内,避免了人工焊接中因技能差异、疲劳等因素导致的焊缝质量波动。在某压力容器批量生产项目中,该系列设备连续焊接 50 台同规格压力容器的环形焊缝,经检测所有焊缝的熔深偏差≤0.2mm,外观成型均匀一致,缺陷率为 0.3%,远低于人工焊接的 5% 缺陷率。这种质量一致性优势对于规模化生产企业至关重要,减少了后续质检与返修成本,还能提升企业的品牌口碑,增强市场竞争力,体现了美焊科技在自动化焊接设备质量控制方面的技术实力。河南堆焊环缝焊机哪家好海外售后双语服务,多语言技术文档,支持全球客户使用。

美焊 MWHF 系列环缝焊接专机具备焊接参数的精细调控与多组存储功能,满足不同规格、不同材质工件的焊接需求。操作人员可通过触摸屏精细设定焊接电流(50-500A)、电压(10-40V)、填丝速度(50-1000mm/min)、氩气流量(5-25L/min)等关键参数,参数调节精度达 ±1%,确保焊接过程的精细化控制;设备支持 30 组以上焊接程序存储,针对不同工件的焊接参数可预先设定并存储,后续生产时直接调用,无需重复调试,大幅提升生产准备效率。例如在多规格换热器管板焊接中,操作人员可针对 Φ100mm、Φ200mm、Φ300mm 等不同尺寸的管板,分别存储对应的焊接参数,切换工件时需一键调用程序,即可快速启动焊接作业,减少设备调试时间。
压力容器作为承压类特种设备,其环形焊缝焊接质量直接关系到设备运行安全,美焊 MWHF 系列环缝焊接专机针对压力容器行业的严苛要求,优化了焊接工艺与设备性能,成为压力容器制造的重要装备。设备可适配压力容器筒体对接、封头与筒体连接等关键环缝焊接,支持不锈钢、钛合金等耐腐蚀材质焊接,通过精细的焊接参数控制(如电流、电压、填丝速度)确保焊缝熔深达到设计标准,结合氩气保护与水冷系统,避免焊缝氧化与工件变形。在压力容器行业的应用中,该系列设备焊接的环缝经射线检测(RT)均达到 II 级以上标准,满足特种设备安全监察要求;其自动化作业模式大幅减少了人工干预,降低了因人为操作失误导致的安全隐患,同时提升了生产效率,助力企业满足压力容器批量生产与质量管控的双重需求。适配不锈钢 - 碳钢异种金属焊接,焊缝结合强度≥350MPa。
美焊 MWHF 系列环缝焊接专机的循环水冷系统采用高效、稳定的设计,确保设备在长时间焊接中的降温效果。系统配备大容量水箱(容量≥50L),冷却水流量稳定在 3-5L/min,可快速带走焊枪与工件的热量;同时,系统具备水温监测与报警功能,当水温超过 40℃时自动启动降温装置,避免水温过高影响冷却效果;水管路采用高压耐磨软管,接头处密封良好,防止漏水导致的设备故障。在连续 24 小时焊接测试中,该水冷系统始终保持稳定运行,焊枪温度控制在 60℃以下,工件焊接后的变形量≤0.3mm,充分满足长时间批量生产的需求。这种稳定的水冷系统与美焊堆焊设备的强制水冷设计异曲同工,均为设备的弧长自动跟踪功能补偿偏差,焊缝熔深波动≤±0.1mm,质量稳定。上海自动环缝焊机设备制造
支持多层多道焊接,每层厚度 2-3mm,适配厚壁环形工件需求。江苏热丝堆焊环缝焊机
便携式操作盒的灵活控制体验
美焊MWHF系列环缝焊接专机配备便携式操作盒,操作人员可手持操作盒在工件周围灵活移动,实时观察焊接过程并进行参数微调,提升操作便利性与焊接质量控制精度。操作盒采用无线连接方式,有效控制距离达10米,配备高清显示屏与防水防尘按键,可显示焊接参数、运行状态与故障信息,支持焊接启动/停止、参数调整、程序调用等重要操作。在大型环形工件焊接中,操作人员可围绕工件移动,近距离观察焊缝成型情况,发现问题及时通过操作盒调整焊接参数(如增大填丝量、降低焊接速度),避免焊缝缺陷扩大。这种灵活的操作方式与美焊堆焊设备的线控器操作逻辑一致,均以操作人员的实际作业需求为重要,提供更便捷、更精细的控制体验。 江苏热丝堆焊环缝焊机