商机详情 -
浙江轨道环缝焊机一般多少钱
美焊 MWHF 系列环缝焊接专机配备完善的故障自诊断系统,能够实时监测设备运行状态,及时发现并提示故障,方便操作人员快速排查与处理。设备的故障监测覆盖焊接电源、送丝机构、氩气供应、循环水冷系统等关键部件,当出现电流异常、送丝卡顿、氩气压力不足、冷却水流量过低等问题时,触摸屏会立即显示故障代码与故障原因,操作人员可根据提示快速定位问题所在。例如当氩气压力低于设定值时,设备会自动停止焊接并报警,提示操作人员检查氩气气瓶或管路;当冷却水流量不足时,设备会启动保护程序,避免焊枪因高温损坏。这种故障自诊断功能大幅降低了设备维护难度,减少了因故障导致的停机时间,保障了生产的连续性,体现了美焊设备在智能化与易用性方面的设计优势。可选配远程监控模块,实时查看设备状态,支持焊接数据云端存储追溯。浙江轨道环缝焊机一般多少钱

高压环形焊缝的焊接质量保障
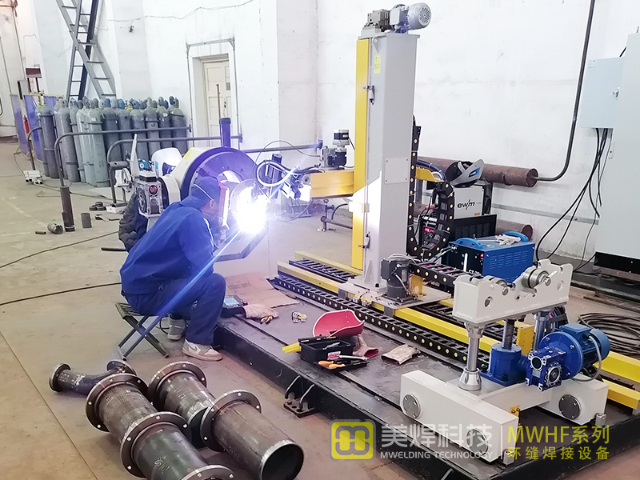
美焊MWHF系列环缝焊接专机针对高压环形焊缝(设计压力≥10MPa)的焊接需求,强化了设备精度与工艺控制,确保焊缝具备足够的强度与密封性,满足高压工况下的使用要求。设备的焊接执行机构定位精度提升至±0.03mm,传动系统旋转精度≤0.05mm,保障焊缝轨迹的精确贴合;填丝焊接工艺采用多层多道焊接方式,每层焊缝厚度控制在2-3mm,通过层间温度控制(≤150℃),减少焊接应力,避免焊缝产生裂纹。在高压容器环形焊缝焊接中,该系列设备焊接的焊缝经水压试验(试验压力为设计压力的1.5倍)无泄漏,焊缝抗拉强度达到基材的90%以上,满足高压设备的安全运行要求。这种高压焊缝适配能力,彰显了美焊科技在焊接装备领域的技术实力,为高压装备制造提供了可靠保障。 浙江轨道环缝焊机一般多少钱小型化机型占地面积小,配移动轮,灵活适配狭小空间与多工位作业。
美焊科技为 MWHF 系列环缝焊接专机客户提供360度的技术支持与服务保障,延续了其在焊接设备领域的全流程服务体系。售前阶段,美焊技术团队会深入了解客户的工件规格、材质、焊接要求与生产流程,为客户提供针对性的设备选型建议与定制化方案设计;售中阶段,专业技术人员上门完成设备安装、调试与操作人员培训,确保设备快速落地投产,培训内容涵盖设备操作、参数设置、日常维护与常见故障排查;售后阶段,设备整机质保 12 个月,重要部件质保延长,接到客户故障通知后 4 小时内响应,提供远程指导或上门维修服务,同时终生提供备品备件供应与技术升级支持。这种完善的服务体系与美焊堆焊设备的服务承诺一致,均以客户为中心,确保设备长期稳定运行,为客户创造持续价值。
美焊 MWHF 系列环缝焊接专机在设计中融入了节能与环保理念,符合现代工业绿色生产的发展趋势。设备采用高效逆变焊接电源,功率因数高达 0.95 以上,相比传统焊接电源能耗降低 15%-20%,长期运行可减少企业用电成本;焊接过程中通过优化焊接参数与氩气流量控制,减少氩气浪费,降低焊接耗材成本;同时,设备的低飞溅焊接工艺减少了焊接废渣的产生,配合氩气保护避免了焊接烟尘中有害成分的过度扩散,降低了对作业环境的污染。此外,循环水冷系统采用封闭循环设计,冷却水可重复使用,无需频繁更换,节约水资源。这种节能环保设计与美焊其他焊接设备的环保理念一致,均在保障生产效率与质量的同时,注重降低对环境的影响,助力企业实现绿色生产。支持焊接参数远程调试,技术人员在线解决问题,节省时间。
焊接过程中的抗干扰设计
美焊MWHF系列环缝焊接专机具备较强的抗干扰能力,通过优化电气线路布局、采用屏蔽电缆、增加滤波装置等设计,有效抵御车间内其他电气设备(如变频器、电机)产生的电磁干扰,确保焊接参数稳定与设备正常运行。电磁干扰是工业车间常见问题,可能导致焊接电流波动、程序失控等故障,该系列设备的控制系统采用电磁兼容设计,线路接口经过屏蔽处理,减少干扰信号侵入;焊接电源内置抗干扰模块,稳定输出电压与电流,不受电网电压波动影响。在某电机车间的复杂电磁环境下,该系列设备与多台大功率电机同时运行,焊接参数波动范围≤±2%,设备无故障运行时间达1000小时以上,充分证明了其抗干扰能力,保障了复杂工业环境下的生产稳定性。 标准化生产保障部件互换性,多台设备性能一致,便于统一维护。广东全位置环缝焊机哪家好
柔性夹持夹具适配薄壁工件,避免夹持变形,保障尺寸精度。浙江轨道环缝焊机一般多少钱
薄壁环形工件焊接的变形控制
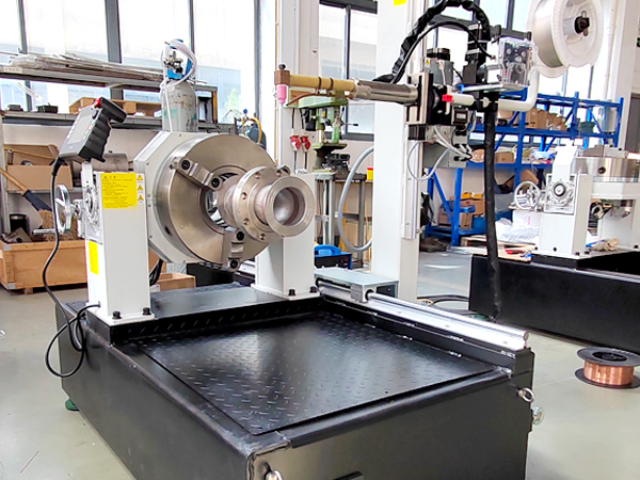
针对薄壁环形工件(壁厚≤3mm)焊接易变形的痛点,美焊MWHF系列环缝焊接专机优化了焊接工艺与设备结构,通过精细控制热输入量与焊接速度,有效减少工件变形,保障尺寸精度。设备采用低热输入焊接技术,降低焊接电流峰值,延长焊接时间,减少高温对薄壁工件的热影响;同时配备柔性夹持夹具,通过弹性接触方式固定工件,避免夹持力过大导致的预变形。在不锈钢薄壁筒体焊接中,该系列设备焊接后的工件圆度误差≤0.5mm,直线度误差≤0.3mm/m,远优于人工焊接的变形控制效果。这种薄壁工件焊接优势,使其在换热器壳体、小型压力容器等薄壁环形工件制造中得到广泛应用,解决了行业内薄壁环缝焊接变形难以控制的技术难题。 浙江轨道环缝焊机一般多少钱