商机详情 -
莆田厦门爱步精益咨询精益生产精益管理
生产现场是指企业生产过程中的实际生产场所,包括生产车间、生产线、生产设备等。在生产现场,企业需要保证生产设备的正常运转,生产流程的顺畅进行,以达到生产效率和质量。以下是生产现场的一些典型特点:1.生产设备和工具:生产现场需要配备各种生产设备和工具,以保证生产流程的顺畅进行。2.生产流程和工艺:生产现场需要按照生产流程和工艺进行生产,以保证产品的质量和生产效率。3.生产管理和控制:生产现场需要进行生产管理和控制,包括生产计划、生产调度、生产监控等方面的工作。4.安全和环境保护:生产现场需要保证生产过程的安全和环境保护,包括安全生产、废水废气处理等方面的工作。5.人员管理和培训:生产现场需要进行人员管理和培训,包括员工的招聘、培训、考核等方面的工作。以上是生产现场的一些典型特点,企业需要根据自身的生产情况和要求,制定出适合的生产管理和控制方案,以保证生产效率和质量。工具全→能解决必须解决的问题→能完成推行精益的步骤→具备精益特征→成效好。莆田厦门爱步精益咨询精益生产精益管理

1、生产计划表单分为:生产计划、生产报工、生产质检三部分分别是用来录入生产计划信息、关联查询生产计划在【生产工单】【质检工单】对应中的数据。也可以直接在关联查询中直接新增数据,新增数据需要在“字段属性”中勾选“允许新增关联表数据”。示例:1、生产计划在生产管理中,生产部人工输入或导入数据到当前模板中,派工人员使用打印模板打印生产流转卡交给操作工人开始生产。2、生产工单在生产管理中,操作工人作业完成后扫描流转卡二维码新建【生产工单】进行报工;班组长审核完后,会发送提醒消息,提醒质检人员进行质检。3质检工单本表单用于质检人员对当前生产完成的产品进行质检、产量核对;在生产管理中,使用过程与配置过程,和生产工单类同,可以把质检当作一个生产工序处理。4、数据配置在生产管理中,数据权限默认有四种配置,点击选择成员即可为其添加相应权限:1)直接提交数据,在此分组内的成员只可以填报数据。2)提交并管理本人数据,在此分组内的成员可以填报数据、管理自己填报的数据。3)管理全部数据,在此分组内的成员可以管理全部数据、填报数据、但不可以导入数据。4)查看全部数据:在此分组内的成员可以查看所有数据。清远爱步精益精益生产人才绩效管理改变管理者的行为,使管理者; 1、对下级;持续引导、辅导 2、对工作;持续改善 从而保障全员积极参与改善。
消除浪费(1)解析:消除浪费被视为精益生产重要的一点,因为只有消除生产过程中的种种障碍,拉动式生产才能顺利进行。即便不实施拉动式生产,消除浪费本身对提升生产效率也有明显的贡献。消除浪费的另一大作用是推进生产作业从“省力化”向“少人化”过渡。(2)七大浪费的管理:在精益生产中,总结有七大浪费,分别是:①运输浪费;②动作浪费;③加工浪费;④不良浪费;⑤等待浪费;⑥过量生产;⑦库存浪费。其中,运输浪费、动作浪费、等待浪费及加工浪费一般可通过工业工程手法进行消除,这是精益生产与工业工程的共通之处。不良浪费,是一种“显性浪费”,不良导致的成本损失是清晰可见的。不良浪费的消除,不应局限于精益生产的工具(三现主义、五个为什么、全员预防性防护等),可结合6西格码工具进行项目型改善。必要时对设备或工艺进行升级替换。拉动式生产与消除过量生产和库存这两大浪费是相互作用的。一方面,实施拉动式生产本身即可消除过量生产与库存。另一方面,通过消除过量生产与库存,拉动式生产才能更好地实施。具体做法上,做好产线的平衡、生产计划以及供应链企业间的衔接、设定库存量,可以有效地改善原材料、在线以及成品库存。
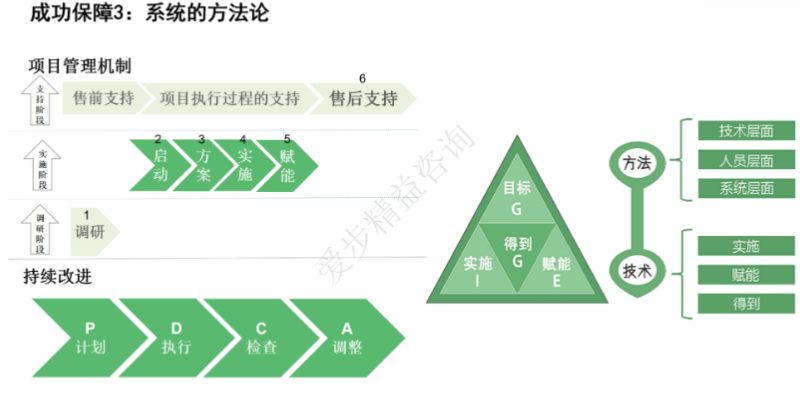
精益生产管理的特点大部分制造企业已经认识到精益生产对公司的重要性。(1)按时生产驱动:以用户需求为起点进行生产,注重物流平衡,追求零库存,要求上一道工序完成的零件立即进入下一道工序。(2)综合质量管理:生产过程中的质量检测和控制在每个过程中进行。(3)团队合作方法:团队的组建原则不是完全按照行政组织的划分,而是按照项目需求进行划分。(4)并行工程:在产品设计开发过程中,结合设计理念、结构设计、工艺技术和需求,确保按规定质量尽快完成。(5)精益思想:精益思想是通过不断发现和消除浪费,追求持续改进,实现生产过程的持续优化。在精益生产管理中,各种浪费被视为生产过程中的缺陷,不*浪费了公司宝贵的资源,而且降低了商品的效率和效果。(6)精益生产管理还着眼于员工的参与和自我约束,并且鼓励他们成为质量和制造的管理者。经过培训和教育,员工可以更好地了解公司的理念,认识到企业的价值观,提高效率和效果,改进生产过程。(7)价值流投影:价值流投影是指通过对过程的分析和评估,识别商品从开始到结束的所有活动和程序,并确定提供价值和浪费的过程。这可以更准确地评估整个过程,识别浪费的部分,以优化过程。推行精益的关键,是建立一套系统,保障全员积极参与改善。
七大浪费之四不良浪费表现:生产过程产生的不良品。原因:人工操作不当、工艺设置不当、材料使用不当、质量标准不清等。对策:①确保作业指导以及检验标准是符合产品特性以及客户需求的。②通过首样检验、巡检、自检互检方式准时发现不良;③制定极限样品以及将检验标准可视化,让员工容易理解标准。④适度运用防呆法进行防错设置。
七大浪费之五等待浪费表现:人员(以及设备)在等待;或者,有时忙、有时闲的不均衡现象。原因:①生产线品种切换;②工作量少,便无所事事;③时常缺料,设备闲置;④上工序延误,下游无事可做;⑤设备发生故障;⑥生产线工序不平衡;⑦不良品返工;⑧制造通知或设计图未送达。对策:生产均衡化;快速换模技术的运用;全员生产性防护;多技能工;消除不良浪费;提升供应商水准。
七大浪费之六过量生产表现:过量生产常被视为浪费。结果导致库存、资金的占用以及潜在的报废风险。过早生产或在线库存都视为过量生产。原因:生产管理不自信。对策:拉动准时化生产方式。通过这种方式既防止过量生产,同时倒逼员工准确地做好生产计划、产线平衡以及持续改善。 1、准时制是由大野耐一领导、首先由丰田公司发展出来的。湖州爱步精益咨询精益生产精益管理
企业应当对生产过程进行分析和识别,找出生产过程中存在的浪费,包括时间浪费、物料浪费等等。莆田厦门爱步精益咨询精益生产精益管理
1、拉动式生产(1)定义:所谓拉动式生产,是指本工序只有在下道工序有需求时才进行生产,工序和工序之间形成一环一环的衔接,相互制约与平衡。(2)解析:形成倒逼机制,确保顺畅化生产。(3)倒逼机制:因为工序与工序之间是相互衔接进行拉动式生产,因而任一工序(环节)出问题,都会使得生产无以为继。这也是很多企业实行拉动式生产没取得效果,反而效率更低、影响生产进度的一个重要原因。一个小小的提议是,推行精益时,不要急着去拉动,企业的小身板可能受不了严格的拉动,一拉反而受伤。而工序(环节)问题包括:设备故障、工艺不完善、员工操作不熟练、不良品等,拉动式生产形成的倒逼机制迫使消除这些问题,唯有如此,生产才能顺畅化进行,并体现出拉动式生产的巨大价值。莆田厦门爱步精益咨询精益生产精益管理