商机详情 -
绍兴精益生产企业管理
生产现场是指企业生产过程中的实际生产场所,包括生产车间、生产线、生产设备等。在生产现场,企业需要保证生产设备的正常运转,生产流程的顺畅进行,以达到生产效率和质量。以下是生产现场的一些典型特点:1.生产设备和工具:生产现场需要配备各种生产设备和工具,以保证生产流程的顺畅进行。2.生产流程和工艺:生产现场需要按照生产流程和工艺进行生产,以保证产品的质量和生产效率。3.生产管理和控制:生产现场需要进行生产管理和控制,包括生产计划、生产调度、生产监控等方面的工作。4.安全和环境保护:生产现场需要保证生产过程的安全和环境保护,包括安全生产、废水废气处理等方面的工作。5.人员管理和培训:生产现场需要进行人员管理和培训,包括员工的招聘、培训、考核等方面的工作。以上是生产现场的一些典型特点,企业需要根据自身的生产情况和要求,制定出适合的生产管理和控制方案,以保证生产效率和质量。优化生产流程,企业可以实现节约成本和提高生产效率的目的。绍兴精益生产企业管理
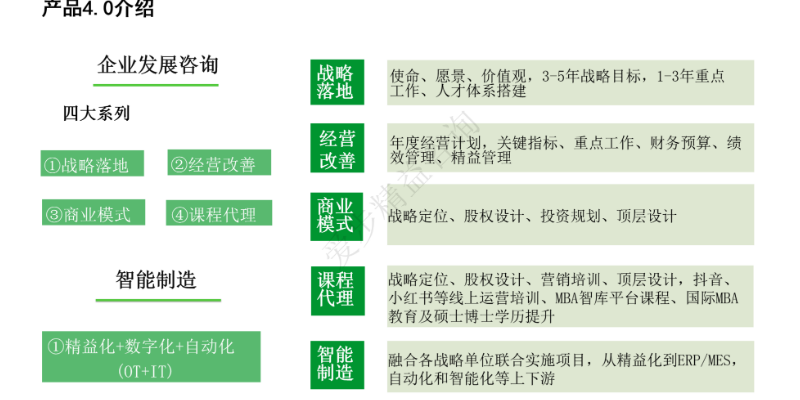
厦门爱步精益咨询有限公司是一家专业的企业管理咨询服务公司,致力于为制造型企业提供高效、精益的管理咨询服务。公司拥有一支专业、高素质的咨询团队,具备丰富的实践经验和深厚的理论功底,能够为客户提供咨询服务。 我们的服务涵盖了企业管理的各个领域,包括生产管理、质量管理、供应链管理、人力资源管理等。我们通过对客户企业的现状分析,制定出符合企业实际情况的管理方案,并通过实施、跟踪和评估,帮助企业实现管理效益的增加。 我们的服务理念是“专业、热情、精益、创新”。我们坚信,只有专业的咨询能够为客户带来真正的价值,只有热情的服务才能够赢得客户的信任和支持,只有精益的管理才能够提高企业的竞争力,只有创新的思维才能够使企业不断发展。 我们的目标是成为客户信赖的咨询服务提供商,为客户创造价值,为员工创造机会,为社会创造贡献。我们将不断提升自身的专业水平和服务质量,与客户共同成长、共同发展。清远爱步精益精益生产企业发展人等料时,该员工参与其它工序 料等人时,其它员工帮助。
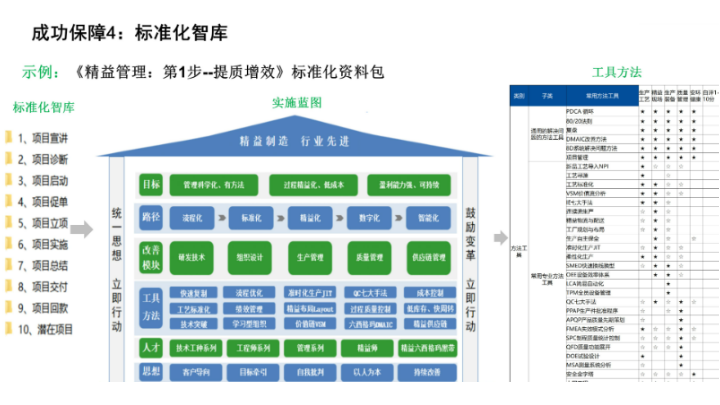
精益生产推行步骤意识变革:取得老板或高层主管支持:精益培训、宣传(员工支持)造势、寻找项目人员组织保障:参与者(决策/经营/执行层);“真伪”精益;公平绩效考核体系;跟踪与检核计划与目标:三年目标:效率提高50%,库存降低80%,生产周期降低80%,一次性通过率提高40%,货期准时性提高60%。执行与及时沟通:保证项目各个阶段的执行力;项目进展及时与老板或高层沟通;项目人员之间及时沟通,保证信息共享过程中问题解决:PDCA循环;要因分析法;5W1H与5WHY;脑力风暴……持续改善:
可是“1个流”生产制造有4个限定要素:1.合理布局限定生产流水线需按商品另一半标准布局,并产生U形合理布局,许多公司如果不是适合的场所,将使“1个流”生产率大打折扣。2.节奏限定“1个流”生产制造需按节奏开展,要是某类机械设备生产节奏太长,需提升相对性状总数的机器设备,这在生产能力剩下的时期,我觉得是提升了资本成本。3.生产量限定要是某种商品,特别是中小型零配件类的商品,批号生产量大,无论是人工服务实际操作,还是机器设备实际操作都是由于拆换工作服时间的占有,反倒减少了高效率。4.职工限定真实建立了“1个流”的运作,许多员工由于“1个流”的不断安全作业,而造成疲惫和厌烦心态。个性化的管理方法偏重于给职工必要在等候和思索调整的时间。要消除各种没有附加价值的动作,同时达成一个生产体系,以便更具弹性地去适应顾客订单的需求变化。
七大浪费之一运输浪费表现:人员走动过多;需要专门运输来实现工序间的衔接;过多的运输。原因:低效的车间布局、过于庞大的设备、不流畅的生产等。对策:杜绝孤岛式生产,合理紧凑安排工序,让作业流动起来,形成节拍,从而无需过多运输!
七大浪费之二动作浪费表现:作业动作不连贯、幅度过大、转身角度大、弯腰、动作重复或多余等形成浪费。危害:动作浪费对生产效率、质量以及人员安全都会造成负面影响。对策:从人机工程学角度,合理运用工业工程手法来进行作业台布局优化以及作业动作标准化。
七大浪费之三加工浪费表现:加工余量过大、无谓的加工精度、多余的产品功能、重复检验包装等。原因:自以为是的作业,而不是以客户价值为导向。对策:用省略、替代、重组或合并的方法审视现有工序;准确把握客户需求、优化作业标准以及工序间的衔接。
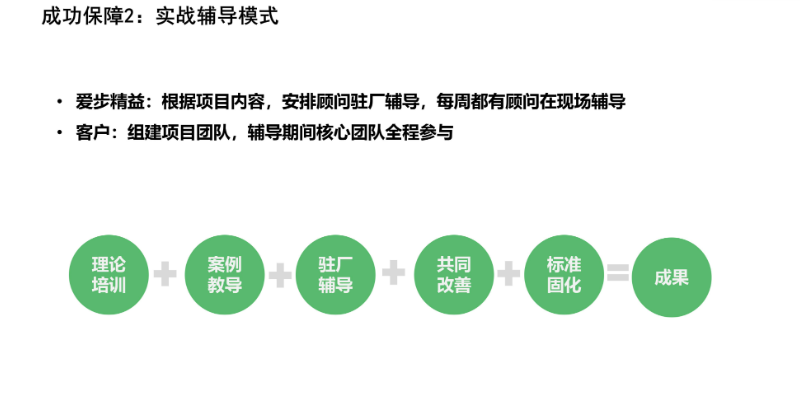
导入准时生产,保障全员积极参与改善;中山爱步精益咨询精益生产企业管理
1、准时制是由大野耐一领导、首先由丰田公司发展出来的。绍兴精益生产企业管理
七大浪费--动作12种动作上的浪费1.两手空闲的浪费;2.单手空闲的浪费;3.作业动作停止的浪费;4.作业动作太大的浪费;5.拿的动作交替的浪费;6.步行的浪费;7.转身角度太大的浪费;8.动作之间没有配合好的浪费;9.不了解作业技巧的浪费;10.伸背动作的浪费;11.弯腰动作的浪费;12.重复动作的浪费。原因①作业流程配置不当②无教育训练③设定的作业标准不合理对策a.一个流生产方式的编成b.生产线U型配置c.标准作业之落实d.动作经济原则的贯彻e.加强教育培训与动作训练6)七大浪费--加工原因①工程顺序检讨不足②作业内容与工艺检讨不足③模夹治具不良④标准化不彻底⑤材料未检讨对策a.工程设计适正化b.作业内容的修正c.治具改善及自动化d.标准作业的贯彻7)七大浪费--库存绍兴精益生产企业管理