商机详情 -
云浮厦门爱步精益咨询有限公司精益生产企业管理
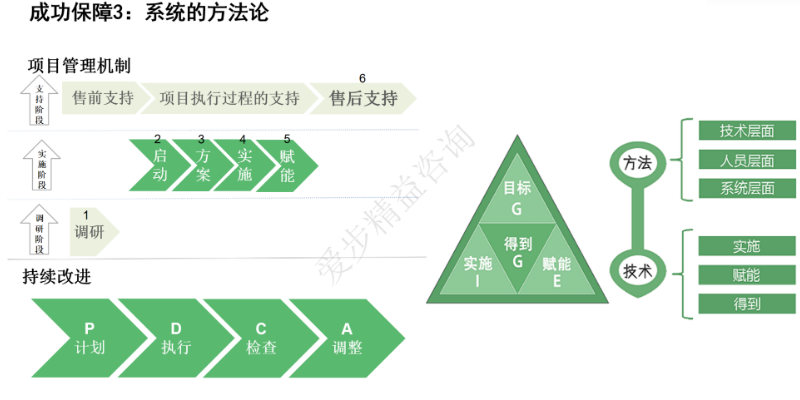
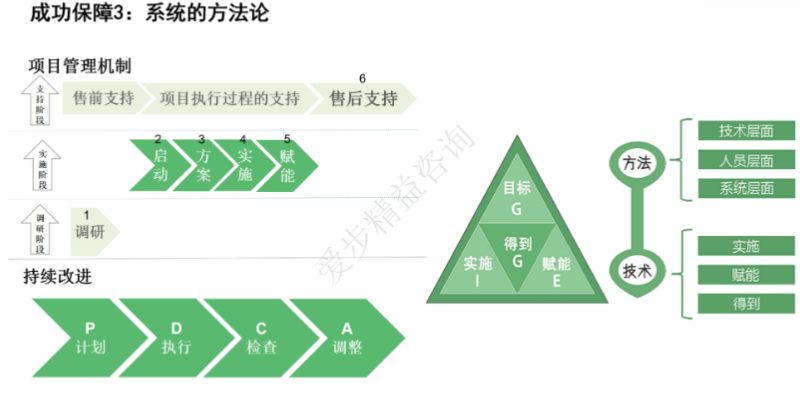
管理咨询包括三个阶段:企业诊断、方案设计、辅助实施。诊断是指通过调研,对企业现状进行客观、系统的剖析,描述出企业相关方面的运行现状,揭示出企业的问题及产生问题的根源,提出解决问题的思路性建议。方案是指在企业相关问题诊断的基础上,就客户提出的经营管理问题,设计出系统、具体的解决方案并进行规划。实施是组织客户企业有关人员熟悉、消化管理咨询方案,就方案内容涉及到的理念和经营管理知识,对客户企业的相关人员进行培训,组织制定有关各项管理制度和实施细则,辅助企业模拟实施设计方案,根据模拟实施结果,对设计方案及制定的管理制度、细则等做必要的调整。应用于各个行业和领域。它可以帮助企业提高生产效率、降低成本、提高产品质量,并实现持续改进和创新。云浮厦门爱步精益咨询有限公司精益生产企业管理
精益生产管理(Lean Production,简称LP),也称精益制造(Lean Manufacturing),精益生产管理是由美国麻省理工提出的,他们在一项名为“国际汽计划”的研究项目中,通过对日本企业大量调查、对比发现,日本丰田汽车公司的(Just In Time)生产组织、管理方式是适用于现代制造的一种生产方式,这种生产方式目标是降低生产成本,提高生产过程的协调度,彻底杜绝企业中的一切浪费现象,从而提高生产效率,因此将其称之为精益生产。精益生产管理可以应用于各个行业和领域,不***于制造业。它可以帮助企业提高生产效率、降低成本、提高产品质量,并实现持续改进和创新。莆田厦门爱步精益咨询有限公司精益生产提质增效保质保量,完成任务。
5、细化生产任务生产计划要细化,能够细化到机台就细化到机台,能够细化到班组就细化到班组,能够细化到个人就细化到个人。当然,不同的企业类型细化的单位也有区别:如果是注塑车间,你得将生产任务细化到机台,每一个机台当天注塑什么产品?做多少量?如果是一条流水线,那你就要细化到这个班组当天的任务量是多少?如果是一个小组的计件,那你就要细化到这个小组中的3个人、5个人的一个任务量,要通过各种方式将生产任务传达给每一个员工,让每一个员工都明确的知道自己每天的工作任务是多少。只有这样你的任务不断细化,做的才有意义,你的日计划才算是贯彻到底了,也才有基础去落实,这是非常重要的一环。
生产管理有哪些难点?①纸质报工效率低下纸质报工无疑是管理低效的源头,工人拿着表格填写,漏填出错是家常便饭。对于班组长来说,他们需要每天对产品进行数量检验,不同计划、不同批次的产品混在一起,数量庞大,核对起来非常不方便②人工统计耗时耗力每天都会有大量的报工单汇总到财务部门,光是把数据录入到Excel的工作就繁琐不堪,汇总统计更是耗时耗力,财务部门每天光是统计报工信息就要占据50%的工作时间,还要对员工计件工资进行计算,数据量庞大易出错,工作量增加。③产量统计无法实时当天的报工数据,即使晚上加班录入,第二天上午分析处理,生产日报也要在第二天的中午才能看到,信息严重不及时对生产管理造成了极大的影响。④计划进度无法掌控生产计划安排完成后,进行到哪一工序、哪个步骤,以及计划的进度状态,完全无法得知。即使出现了问题,也无法及时调整计划,严重影响了生产效率,还会延误订单。⑤质量追溯无法实现生产车间每天都会安排大量的生产计划,久而久之计划档案堆积如山,一旦发生质量问题,想追溯某个生产计划的具体情况,数据查询极度不便。纸质资料的缺点显而易见,但如果没有计划档案,那质量追溯又从何谈起呢?减少浪费:精益生产管理通过避免过度加工,能够有效提高生产效率和产量,减少整个生产过程中的废物量。
精益生产管理咨询能对公司产生什么作用和效益1、作用①降低库存②关注流程,提高总体效益③建立无间断流程以快速应变④消除八大浪费⑤全过程的高质量,一次做对⑥顾客需求才生产⑦标准化与工作创新⑧尊重员工,给员工授权⑨满足顾客需要⑩精益供应链⑪“自我反省”和“现地现物”⑫团队工作2、优势分析①人力资源利用优势②产品的质量更高③新产品开发周期短④在制品库存极少⑤厂房的空间小三、如何用精益生产管理辅导企业四、精益生产管理的特点五、精益生产实施原则精益生产主张进行持续改进,不断优化生产过程,从而实现效率和质量的提升。佛山爱步精益精益生产企业管理
精益生产又称准时生产、准时制、JIT。云浮厦门爱步精益咨询有限公司精益生产企业管理
七大浪费--动作12种动作上的浪费1.两手空闲的浪费;2.单手空闲的浪费;3.作业动作停止的浪费;4.作业动作太大的浪费;5.拿的动作交替的浪费;6.步行的浪费;7.转身角度太大的浪费;8.动作之间没有配合好的浪费;9.不了解作业技巧的浪费;10.伸背动作的浪费;11.弯腰动作的浪费;12.重复动作的浪费。原因①作业流程配置不当②无教育训练③设定的作业标准不合理对策a.一个流生产方式的编成b.生产线U型配置c.标准作业之落实d.动作经济原则的贯彻e.加强教育培训与动作训练6)七大浪费--加工原因①工程顺序检讨不足②作业内容与工艺检讨不足③模夹治具不良④标准化不彻底⑤材料未检讨对策a.工程设计适正化b.作业内容的修正c.治具改善及自动化d.标准作业的贯彻7)七大浪费--库存云浮厦门爱步精益咨询有限公司精益生产企业管理