商机详情 -
宁德厦门爱步精益咨询有限公司精益生产企业发展
1、拉式生产(pullproduction)后工序根据前工序的需求来加工一定数量的产品,一个工序衔接一个工序的需求,这样就形成了拉式生产方式。为了有效便捷地传递需求,一般通过看板手段,即在看板上标明需求量及现有量等信息,后工序可根据看板信息进行生产。2、准时化生产(JustInTime)3、自働化(Jidoka)4、浪费(Muda)5、防呆法(Poka-yoke)6、快速换模(SMED)7、节拍时间(TAKTtime)8、价值流图(VSM)9、精益屋10、改善(Kaizen)推行精益主要改善活动之一,是提案建议制度,保障全员积极参与改善。宁德厦门爱步精益咨询有限公司精益生产企业发展

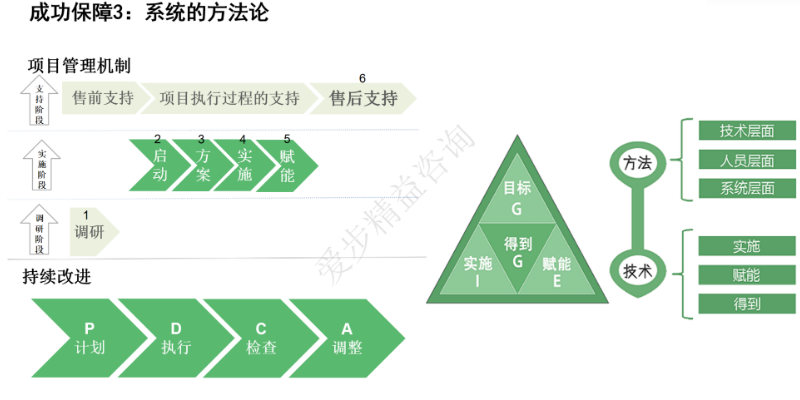
制造型企业在精益生产推广过程中往往会遇到各种问题,这其中固然有制造业当前所处发展阶段和企业特定生产环境的原因。但导致精益生产推广不能达到预期效果的更为根本的原因是:企业没有从系统、务实的角度来理解和落实精益生产。许多制造企业早在多年前就开始引入精益生产理念和实践,比如开展精益生产理论培训,选拔一批好的生产队伍到成熟企业参观学习,在生产现场推广精益生产的基本工具和制度,在企业内部建设精益学校,聘请国内外精益老师担任生产部门的管理人员等。企业期望通过这样的方式来实现生产管理能力的提升。然而,根据我们的经验和观察结果显示,许多制造型企业到目前为止在推行精益生产方面未能达到预期效果。它们的精益生产推广过程障碍重重,反反复复,雷声大雨点小,以致于有些企业管理人员甚至开始怀疑精益生产是否适合自己的企业。宁德厦门爱步精益咨询有限公司精益生产企业发展人等料、料等人的现象大幅减少。
一.盲目跟风追求完美“1个流”生产制造“1个流”生产制造就是说各工艺流程只能1个钢件在流动性,使工艺流程从毛坯到制成品的生产过程自始至终处在不停滞不前、不沉积、不跨越的流动性情况,是这种工艺流程间在工艺品向零挑战的企业生产管理方法。根据追求完美“1个流”,使各种各样难题、浪费和分歧明显化,驱使大家积极处理当场存有的各种各样难题,建立人尽其才、物尽其用、时尽其效。一起超过在工艺品总量少,有益于确保产品质量的目的。
尽善尽美持续进行根本性的、不断的改善,需要学习和观察价值流、价值的流动、被客户拉动的价值,使得尽善尽美变为清晰可见的图像,因而使人们能看到改善目标,并且使这个目标对于整个企业都是现实的。集中精力消灭浪费、减小波动、缩短提前期,以需求出发,解决问题,不要让惰性成为系统进步的制约。在尽善尽美的改善过程中,会面临“鼓励改善与裁减员工”的风险,员工卖力改善了,却因为效率提高被裁减了,这样的话,员工就不会安心地投入到改善中来。适度增加竞争性是应该的,但是更多地是需要给员工定心丸,树立负责任的企业形象,并共同分享改善带来的成果。要消除各种没有附加价值的动作,同时达成一个生产体系,以便更具弹性地去适应顾客订单的需求变化。
爱步精益整合历史悠久的满裕智能科技、成易数字化科技联合发起创办广东裕步科技,打通精益化到数字化到自动化及智能化链路。融合数十家咨询公司合资闽盛商盟信息技术研究院,研判中国成长企业未来发展趋势,创新研发实效咨询模块,汇聚咨询界行业咨询精英,聚焦于愿发展可持续成长型企业,量身定制成长解决方案,提供系统性高价值咨询服务,助力企业家实现伟大梦想,帮助中国企业高质量发展。同时爱步精益有强大的学术研究机构作为支撑,是国内多所高校的IE/LEAN研究所的战略合作伙伴;爱步精益拥有一支来自国际咨询机构顾问、重点高校博士和企业的实战精英组成的专业团队,团队成员均有10年以上企业经验如欧美企业ECCO(厦门)有限公司,施耐德电气等推行精益管理的经验。团队创始成员均有欧洲工作或培训经验,先后在美国、英国、丹麦接受过精益生产和企业管理、MBA或EMBA系统培训。有完整的理论基础和实践经验。优化生产流程,企业可以实现节约成本和提高生产效率的目的。泉州爱步精益精益生产企业发展
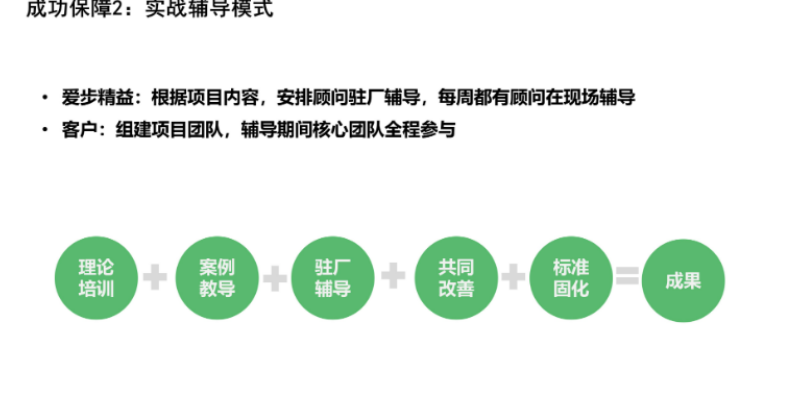
精益生产主张进行持续改进,不断优化生产过程,从而实现效率和质量的提升。宁德厦门爱步精益咨询有限公司精益生产企业发展
七大浪费--动作12种动作上的浪费1.两手空闲的浪费;2.单手空闲的浪费;3.作业动作停止的浪费;4.作业动作太大的浪费;5.拿的动作交替的浪费;6.步行的浪费;7.转身角度太大的浪费;8.动作之间没有配合好的浪费;9.不了解作业技巧的浪费;10.伸背动作的浪费;11.弯腰动作的浪费;12.重复动作的浪费。原因①作业流程配置不当②无教育训练③设定的作业标准不合理对策a.一个流生产方式的编成b.生产线U型配置c.标准作业之落实d.动作经济原则的贯彻e.加强教育培训与动作训练6)七大浪费--加工原因①工程顺序检讨不足②作业内容与工艺检讨不足③模夹治具不良④标准化不彻底⑤材料未检讨对策a.工程设计适正化b.作业内容的修正c.治具改善及自动化d.标准作业的贯彻7)七大浪费--库存宁德厦门爱步精益咨询有限公司精益生产企业发展