商机详情 -
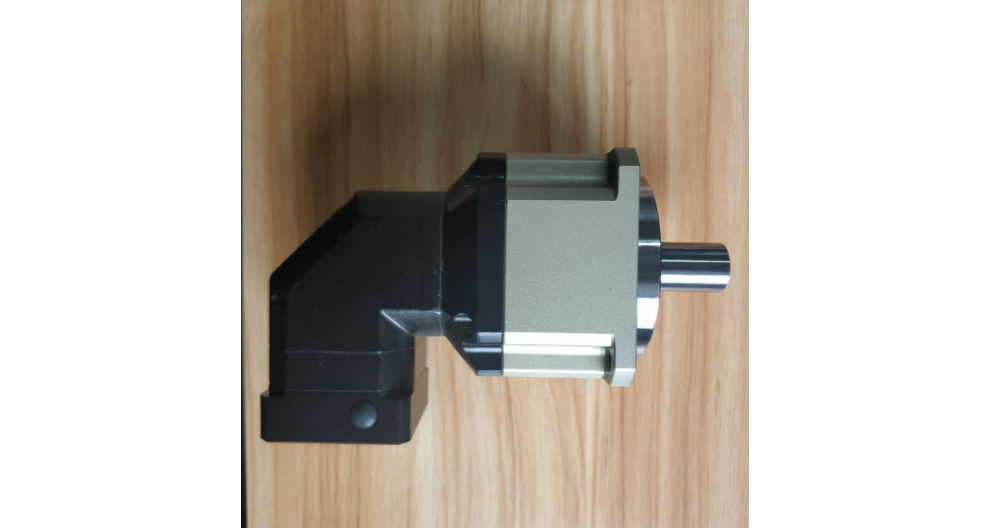
直交轴减速机维修厂家
减速机箱体的加工精度直接影响内部零件的配合精度和设备运行稳定性。箱体通常采用铸造工艺成型,铸造后需进行时效处理消除内应力,防止后期变形。关键加工面如轴承孔、结合面需进行精密加工,轴承孔的圆度误差应不大于 0.01mm,圆柱度误差不大于 0.02mm,确保轴承安装精度。结合面的平面度误差需控制在 0.05mm/m 以内,保证密封性能防止漏油。箱体加工过程中需进行多次检验,采用三坐标测量仪等精密设备检测关键尺寸,确保符合设计要求,为减速机的稳定运行提供可靠支撑。低噪音、低振动的设计已成为好的减速机的标配。直交轴减速机维修厂家
未来减速机技术将向高效化、精密化、智能化和绿色化方向发展。高效化方面,通过优化齿轮齿形、提高加工精度和采用新型材料,进一步提高传动效率,降低能耗。精密化发展将提升减速机的传动精度和定位精度,满足装备如精密机床、机器人的需求。智能化方面,集成更多传感器和智能算法,实现状态监测、故障诊断和自适应控制,提高设备管理效率。绿色化则注重材料回收利用、降低噪声污染和使用环保润滑油,减少对环境的影响。同时,模块化和定制化设计将更加普遍,满足不同行业的个性化需求,推动减速机技术不断创新发展。苏州行星齿轮减速机生产厂日常维护的重点在于定期检查并更换合适的润滑油。

减速机,作为现代工业机械传动系统中不可或缺的部件,其功能在于降低原动机(如电机、内燃机)的输出转速,同时按比例增大输出扭矩。想象一下,电动机直接驱动重型设备时,往往转速过高而扭矩不足,无法满足实际工况需求。减速机正是为解决这一矛盾而诞生。它通过内部精密的齿轮组(如圆柱齿轮、锥齿轮、行星齿轮)、蜗轮蜗杆或摆线针轮等啮合传动机构,实现动力的高效转换。选择合适的减速机,不仅能确保设备以理想的速度和力量运行,更能有效保护动力源,避免过载损坏,明显提升整个传动系统的可靠性与能源效率。理解减速机的基本原理和作用,是进行设备选型和维护的基础。
减速机安装完成后需进行空载试运行,以检验设备安装质量和运行状态。试运行前需检查润滑油油位是否正常,旋转部件有无卡滞,连接螺栓是否紧固。空载试运行时间一般不少于 2 小时,运行过程中需监测轴承温度,温升应不超过 40℃,最高温度不超过 80℃。同时需听取设备运行声音,应无明显异响、冲击声或不均匀噪声。观察输出轴转向是否正确,密封部位有无漏油现象。试运行结束后需停机检查,清理过滤器,必要时更换润滑油,确认无异常后方可进行负载试运行。一些先进型号已集成传感器,可实时监控运行状态。

做好减速机的日常维护保养,能有效延长其使用寿命并保障运行稳定性。首先要定期检查润滑油的油位和油质,润滑油不足或变质会加剧齿轮和轴承的磨损,一般建议每运行 1000-1500 小时更换一次润滑油,更换时需彻底清理油箱内的杂质。其次要检查紧固螺栓是否松动,齿轮啮合是否异常,若发现异响、振动加剧等情况需及时停机检查。此外,要保持减速机表面清洁,避免灰尘、油污堆积影响散热,散热不良会导致设备温度过高,降低传动效率。日常维护中还需关注密封件状况,防止润滑油泄漏造成环境污染和设备损坏。斜齿轮减速机传动效率高,运行平稳,适用于连续工作制场合。苏州摆线针轮减速机售价
一个好的减速机能有效提升整个传动系统的效率。直交轴减速机维修厂家
齿轮作为减速机的主要传动零件,其加工工艺直接影响传动精度和使用寿命。圆柱齿轮加工通常经过锻造、正火、粗加工、调质、精加工等工序,锻造可改善金属组织,提高齿轮强度;正火处理细化晶粒,消除内应力。齿形加工采用滚齿、插齿等方法,高精度齿轮需进行剃齿或磨齿加工,磨齿精度可达 GB/T 10095 中的 5 级。蜗杆加工多采用车削或磨削,蜗轮则采用滚齿或飞刀切削,精密蜗轮需进行珩齿处理。齿轮加工过程中需严格控制齿厚、齿形误差和齿向误差,确保啮合平稳,降低噪声和磨损。直交轴减速机维修厂家