商机详情 -
江苏伺服蜗轮减速机维修哪家专业
减速机的噪音和振动水平是衡量其制造精度和装配质量的重要指标。过高的噪音不仅会造成噪音污染,影响操作人员的身心健康,还可能预示着设备内部存在故障隐患。减速机产生噪音和振动的原因是多方面的:齿轮的加工误差(如齿形、齿向误差)和装配精度(如啮合间隙、接触斑点)是主要来源;轴承的精度和预紧力不合适也会引发振动;箱体的刚性和共振问题同样不容忽视;此外,外部安装基础的刚性不足或电机与减速机的对中不良,也会放大运行时的振动。为了降低噪音和振动,现代减速机在设计上采用了对齿轮齿形进行修形、优化箱体结构以增加刚度、选用高精度轴承等方法。在制造端,采用先进的磨齿工艺和严格的检测手段,确保齿轮精度达到ISO 5级或更高。在装配和使用环节,确保安装面的水平和对中精度,以及在设计系统时避开共振频率,都是有效的减震降噪措施。对于高精度应用,如精密机床主轴驱动,通常还会选用专门的静音型减速机,以满足的运行平稳性要求。精密加工的齿轮啮合平稳,让减速机在运行时保持低噪音特性。江苏伺服蜗轮减速机维修哪家专业

减速机安装完成后需进行空载试运行,以检验设备安装质量和运行状态。试运行前需检查润滑油油位是否正常,旋转部件有无卡滞,连接螺栓是否紧固。空载试运行时间一般不少于 2 小时,运行过程中需监测轴承温度,温升应不超过 40℃,最高温度不超过 80℃。同时需听取设备运行声音,应无明显异响、冲击声或不均匀噪声。观察输出轴转向是否正确,密封部位有无漏油现象。试运行结束后需停机检查,清理过滤器,必要时更换润滑油,确认无异常后方可进行负载试运行。浙江进口齿轮箱生产厂家减速机与电机直联设计,减少传动环节,提升系统可靠性。

减速机的安装方式多样,可适应不同设备布局需求。卧式安装是最常见的方式,减速机输出轴水平布置,适用于大多数工业设备,如输送机、搅拌机等。立式安装减速机输出轴垂直向下,常用于搅拌设备、立式泵等,需配备立式电机和支架。法兰安装通过箱体法兰与设备连接,结构紧凑,适用于空间受限的场合。轴装式安装将减速机输出轴直接与工作机轴连接,无需联轴器,简化结构,常用于皮带输送机等设备。安装方式选择需考虑设备布局、空间限制和传动需求,确保安装牢固,便于维护。
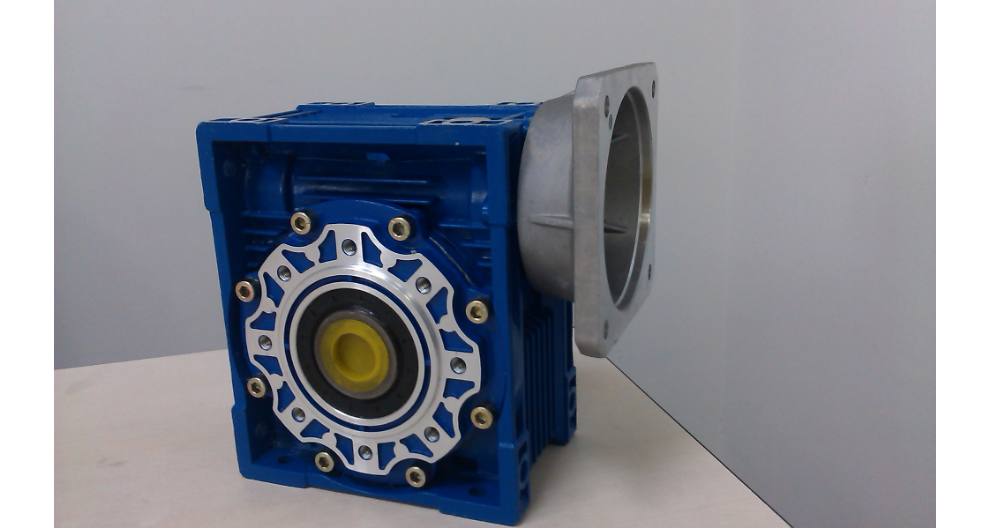
齿轮作为减速机的主要传动零件,其加工工艺直接影响传动精度和使用寿命。圆柱齿轮加工通常经过锻造、正火、粗加工、调质、精加工等工序,锻造可改善金属组织,提高齿轮强度;正火处理细化晶粒,消除内应力。齿形加工采用滚齿、插齿等方法,高精度齿轮需进行剃齿或磨齿加工,磨齿精度可达 GB/T 10095 中的 5 级。蜗杆加工多采用车削或磨削,蜗轮则采用滚齿或飞刀切削,精密蜗轮需进行珩齿处理。齿轮加工过程中需严格控制齿厚、齿形误差和齿向误差,确保啮合平稳,降低噪声和磨损。蜗轮蜗杆减速机具有传动比大、反向自锁的独特优势。
润滑油更换是减速机维护的重要内容,合理的更换周期和方法可有效延长设备寿命。一般情况下,新减速机运行 300-500 小时后需进行换油,清理磨合产生的金属碎屑;之后每运行 1000-1500 小时更换一次润滑油,在恶劣环境下应缩短至 800 小时。更换润滑油时需在设备运行至热态后停机,趁热放出旧油,彻底清理油箱和油道内的杂质、油泥。加入新油时需过滤,避免污染物混入,油位应控制在油标规定范围内,不宜过多或过少。不同类型的润滑油不可混用,更换时需冲洗油箱,确保与新油兼容,防止油品变质影响润滑效果。其应用领域遍及工业机器人、智能物流和工程机械。上海伺服减速机批发商
不锈钢防腐减速机专为食品医药行业设计,耐腐蚀易清洗,符合卫生标准。江苏伺服蜗轮减速机维修哪家专业
在食品饮料和医药包装等卫生要求极高的行业,传统的工业减速机已难以满足其严格的清洗和防腐标准。为此,专门设计了不锈钢防腐减速机或称为“卫生级”减速机。这类减速机的首要特点是外壳采用的304或316L不锈钢材质,表面进行精细抛光处理,无死角、不易藏污纳垢,能够耐受强酸、强碱清洗剂和高温高压水蒸汽的频繁冲洗。其另一个关键技术是密封设计,采用高效的密封系统和特殊的防腐蚀油封,确保即使在潮湿、腐蚀性环境中,外部的液体也无法渗入减速机内部,同时内部的润滑油也不会泄漏污染产品。为了进一步满足卫生要求,这类减速机通常还采用符合FDA(美国食品药品监督管理局)认证的合成润滑油(脂),即便发生微量泄漏,也不会对食品或药品造成污染。在结构上,卫生级减速机通常设计得更为紧凑光滑,易于清洁,有些还采用了无缝设计,完全消除了螺栓和缝隙,极大地提升了设备的在线清洗(CIP)和在线灭菌(SIP)能力,为食品安全和药品安全提供了可靠的动力保障。江苏伺服蜗轮减速机维修哪家专业