商机详情 -
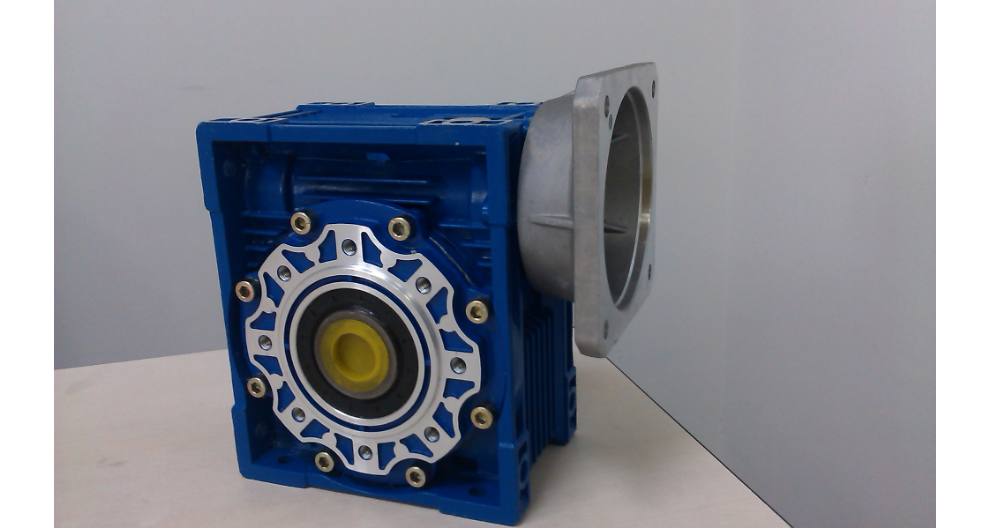
苏州蜗轮减速机维修服务
了解减速机常见故障现象及其可能原因,有助于快速诊断和解决问题:异常噪音/振动:尖锐嘶叫/周期性敲击:常指示齿轮点蚀、断齿、磨损严重。持续轰鸣/低频振动:可能由轴承损坏(滚动体、保持架、内外圈)引起。不规则噪音/振动:检查联轴器不对中、地脚螺栓松动、轴弯曲、动平衡破坏。过热:过载运行超出额定能力。润滑不良(油量不足、油质劣化、油粘度错误、润滑系统堵塞)。冷却不足(散热片污堵、环境温度过高、风扇故障)。内部摩擦加剧(轴承损坏、齿轮啮合异常、装配过紧)。漏油:油封老化、磨损或损坏(较常见)。结合面密封垫失效。箱体有裂纹或砂眼。加油过量或通气帽堵塞导致内压过高。输出扭矩不足/效率下降:内部磨损严重(齿轮、轴承)、润滑失效、输入动力不足。异常磨损碎屑:润滑油中出现大量金属碎屑,是齿轮或轴承严重磨损的明确信号。发现故障征兆,应立即停机检查,避免小问题演变成灾难性损坏。必要时寻求专业维修。好的减速机,传动效率高,运行平稳,明显提升设备性能,使用寿命长。苏州蜗轮减速机维修服务

减速机的型号参数包含丰富的技术信息,正确解读有助于选型和使用。型号通常由结构类型、安装形式、传动级数、公称传动比等部分组成,如 “ZLY180-10-V” 中,ZLY 表示硬齿面圆柱齿轮减速机,180 为中心距,10 为公称传动比,V 表示立式安装。关键参数包括额定输出扭矩,单位为 N・m,表示减速机的承载能力;输入功率范围,需与电机功率匹配;许用输入转速,超过会影响寿命;重量和安装尺寸,用于设备布局设计。选型时需根据实际负载、转速需求,结合型号参数表,选择满足工况要求的型号,避免超载或参数不匹配。苏州行星齿轮减速机维修单位高效率的减速机意味着更少的能量损耗和发热。
减速机的安装基础需具备足够的强度和刚度,防止运行时产生过大振动和变形。基础混凝土强度等级应不低于 C20,基础重量通常为减速机重量的 3-5 倍,大型减速机需达 5-10 倍。基础表面需平整,平面度误差不大于 0.1mm/m,预留地脚螺栓孔,螺栓规格和数量需根据减速机重量和负载计算确定。基础与减速机之间可安装减震垫或灌浆层,灌浆层采用无收缩灌浆料,增强基础与设备的连接刚度。基础设计需考虑排水和散热需求,周围预留足够空间便于维护,确保减速机长期稳定运行。
减速机的噪音和振动水平是衡量其制造精度和装配质量的重要指标。过高的噪音不仅会造成噪音污染,影响操作人员的身心健康,还可能预示着设备内部存在故障隐患。减速机产生噪音和振动的原因是多方面的:齿轮的加工误差(如齿形、齿向误差)和装配精度(如啮合间隙、接触斑点)是主要来源;轴承的精度和预紧力不合适也会引发振动;箱体的刚性和共振问题同样不容忽视;此外,外部安装基础的刚性不足或电机与减速机的对中不良,也会放大运行时的振动。为了降低噪音和振动,现代减速机在设计上采用了对齿轮齿形进行修形、优化箱体结构以增加刚度、选用高精度轴承等方法。在制造端,采用先进的磨齿工艺和严格的检测手段,确保齿轮精度达到ISO 5级或更高。在装配和使用环节,确保安装面的水平和对中精度,以及在设计系统时避开共振频率,都是有效的减震降噪措施。对于高精度应用,如精密机床主轴驱动,通常还会选用专门的静音型减速机,以满足的运行平稳性要求。精密加工的齿轮啮合平稳,让减速机在运行时保持低噪音特性。

未来减速机技术将向高效化、精密化、智能化和绿色化方向发展。高效化方面,通过优化齿轮齿形、提高加工精度和采用新型材料,进一步提高传动效率,降低能耗。精密化发展将提升减速机的传动精度和定位精度,满足装备如精密机床、机器人的需求。智能化方面,集成更多传感器和智能算法,实现状态监测、故障诊断和自适应控制,提高设备管理效率。绿色化则注重材料回收利用、降低噪声污染和使用环保润滑油,减少对环境的影响。同时,模块化和定制化设计将更加普遍,满足不同行业的个性化需求,推动减速机技术不断创新发展。它能将伺服电机的精确转速转化为强大的驱动扭矩。江苏蜗杆减速机公司
在食品包装与医疗设备等洁净行业也有广泛应用。苏州蜗轮减速机维修服务
负载试运行是检验减速机在实际工况下性能的关键环节。负载试运行需逐步加载,先施加 50% 额定负载运行 1 小时,再增至 100% 额定负载运行 2-4 小时。运行过程中需实时监测输入输出转速、扭矩,确保符合设计要求。轴承温度温升应控制在 60℃以内,润滑油温度不超过 90℃。检查齿轮啮合情况,有无异常振动,振动速度有效值应不大于 6.3mm/s。观察密封件、连接件有无松动或渗漏,电机电流是否稳定。负载试运行结束后需各方面检查,齿轮、轴承等关键部件无异常磨损,紧固件无松动,方可投入正式运行。苏州蜗轮减速机维修服务